Общий каталог Walter 2017 - страница 2341
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022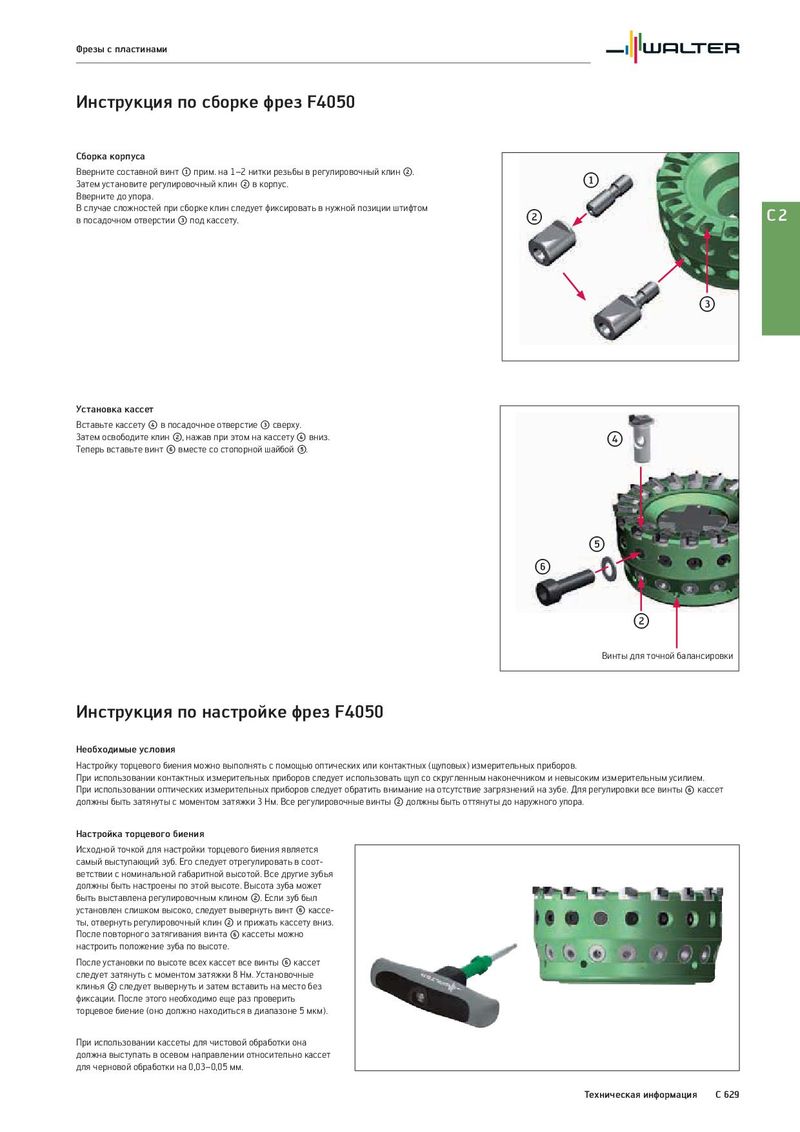
Фрезы с пластинами Инструкция по сборке фрез F4050 Сборка корпуса Вверните составной винт x прим. на 1–2 нитки резьбы в регулировочный клин y. x Затем установите регулировочный клин y в корпус. Вверните до упора. В случае сложностей при сборке клин следует фиксировать в нужной позиции штифтом y C2 в посадочном отверстии z под кассету. z Установка кассет Вставьте кассету { в посадочное отверстие z сверху. Затем освободите клин y, нажав при этом на кассету { вниз. { Теперь вставьте винт } вместе со стопорной шайбой |. | } y Винты для точной балансировки Инструкция по настройке фрез F4050 Необходимые условия Настройку торцевого биения можно выполнять с помощью оптических или контактных (щуповых) измерительных приборов. При использовании контактных измерительных приборов следует использовать щуп со скругленным наконечником и невысоким измерительным усилием. При использовании оптических измерительных приборов следует обратить внимание на отсутствие загрязнений на зубе. Для регулировки все винты } кассет должны быть затянуты с моментом затяжки 3 Нм. Все регулировочные винты y должны быть оттянуты до наружного упора. Настройка торцевого биения Исходной точкой для настройки торцевого биения является самый выступающий зуб. Его следует отрегулировать в соот- ветствии с номинальной габаритной высотой. Все другие зубья должны быть настроены по этой высоте. Высота зуба может быть выставлена регулировочным клином y. Если зуб был установлен слишком высоко, следует вывернуть винт } кассе- ты, отвернуть регулировочный клин y и прижать кассету вниз. После повторного затягивания винта } кассеты можно настроить положение зуба по высоте. После установки по высоте всех кассет все винты } кассет следует затянуть с моментом затяжки 8 Нм. Установочные клинья y следует вывернуть и затем вставить на место без фиксации. После этого необходимо еще раз проверить торцевое биение (оно должно находиться в диапазоне 5 мкм). При использовании кассеты для чистовой обработки она должна выступать в осевом направлении относительно кассет для черновой обработки на 0,03–0,05 мм. Техническая информация C 629