Общий каталог Walter 2017 - страница 1880
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022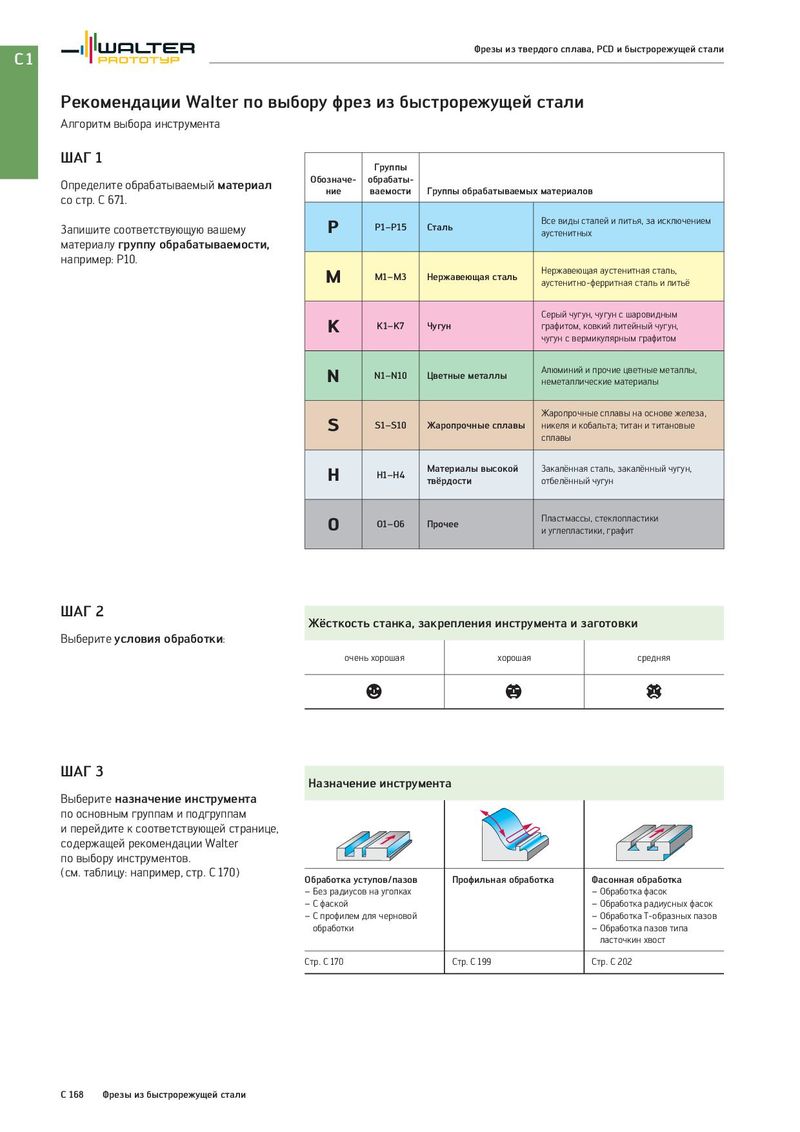
C1 Фрезы из твердого сплава, PCD и быстрорежущей стали Рекомендации Walter по выбору фрез из быстрорежущей стали Алгоритм выбора инструмента ШАГ 1 Группы Определите обрабатываемый материал Обозначе- обрабаты- со стр. C 671. ние ваемости Группы обрабатываемых материалов Запишите соответствующую вашему P P1–P15 Сталь Все виды сталей и литья, за исключением аустенитных материалу группу обрабатываемости, например: P10. M M1–M3 Нержавеющая сталь Нержавеющая аустенитная сталь, аустенитно-ферритная сталь и литьё Серый чугун, чугун с шаровидным K K1–K7 Чугун графитом, ковкий литейный чугун, чугун с вермикулярным графитом N N1–N10 Цветные металлы Алюминий и прочие цветные металлы, неметаллические материалы Жаропрочные сплавы на основе железа, S S1–S10 Жаропрочные сплавы никеля и кобальта; титан и титановые сплавы H H1–H4 Материалы высокой Закалённая сталь, закалённый чугун, твёрдости отбелённый чугун O O1–O6 Прочее Пластмассы, стеклопластики и углепластики, графит ШАГ 2 Жёсткость станка, закрепления инструмента и заготовки Выберите условия обработки: очень хорошая хорошая средняя a b c ШАГ 3 Назначение инструмента Выберите назначение инструмента по основным группам и подгруппам и перейдите к соответствующей странице, содержащей рекомендации Walter по выбору инструментов. (см. таблицу: например, стр. C 170) Обработка уступов/пазов Профильная обработка Фасонная обработка – Без радиусов на уголках – Обработка фасок – С фаской – Обработка радиусных фасок – С профилем для черновой – Обработка T-образных пазов обработки – Обработка пазов типа ласточкин хвост Стр. C 170 Стр. C 199 Стр. C 202 C 168 Фрезы из быстрорежущей стали