Общий каталог Walter 2017 - страница 1647
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022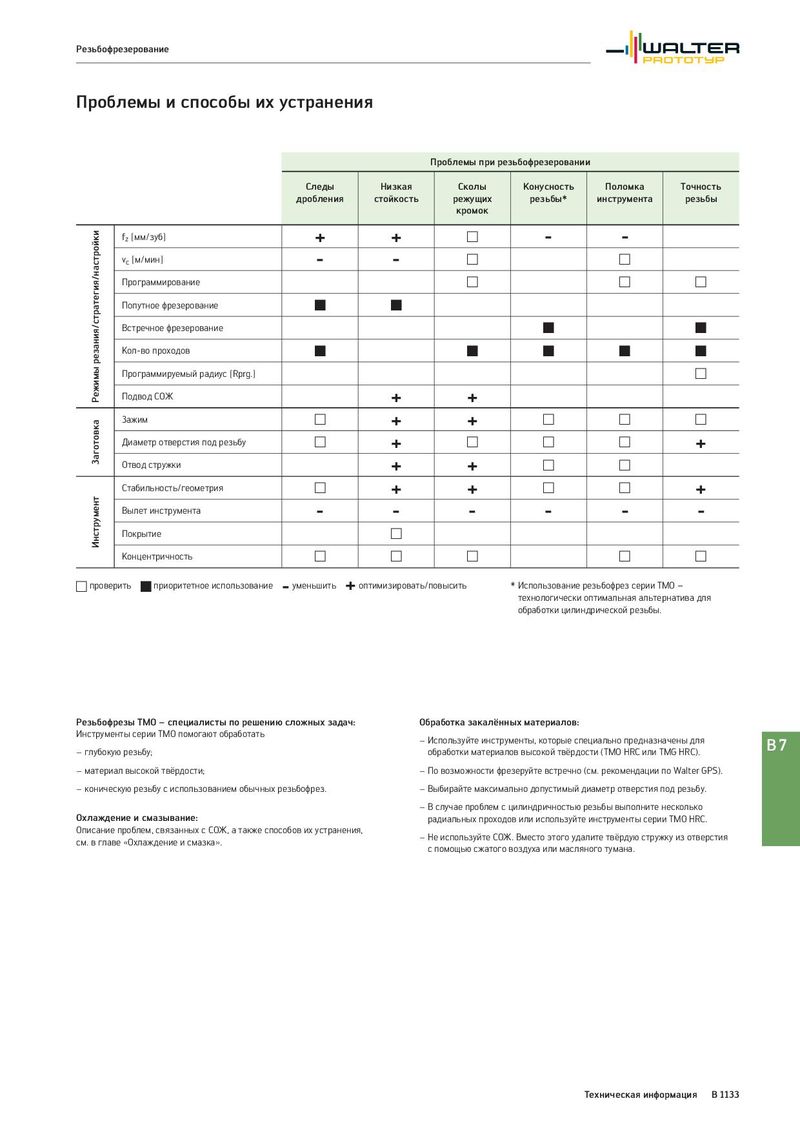
Резьбофрезерование Проблемы и способы их устранения Проблемы при резьбофрезеровании Следы Низкая Сколы Конусность Поломка Точность дробления стойкость режущих резьбы* инструмента резьбы кромок Режимы резания/стратегия/настройки fz [мм/зуб] + + B - - vc [м/мин] - - B B Программирование B B B Попутное фрезерование A A Встречное фрезерование A A Кол-во проходов A A A A A Программируемый радиус [Rprg.] B Подвод СОЖ + + Заготовка Зажим B + + B B B Диаметр отверстия под резьбу B + B B B + Отвод стружки + + B B Стабильность/геометрия B + + B B + Инструмент Вылет инструмента - - - - - - Покрытие B Концентричность B B B B B B проверить A приоритетное использование - уменьшить + оптимизировать/повысить * Использование резьбофрез серии TMO – технологически оптимальная альтернатива для обработки цилиндрической резьбы. Резьбофрезы TMO – специалисты по решению сложных задач: Обработка закалённых материалов: Инструменты серии TMO помогают обработать − Используйте инструменты, которые специально предназначены для − глубокую резьбу; обработки материалов высокой твёрдости (TMO HRC или TMG HRC). B7 − материал высокой твёрдости; − По возможности фрезеруйте встречно (см. рекомендации по Walter GPS). − коническую резьбу с использованием обычных резьбофрез. − Выбирайте максимально допустимый диаметр отверстия под резьбу. − В случае проблем с цилиндричностью резьбы выполните несколько Охлаждение и смазывание: радиальных проходов или используйте инструменты серии TMO HRC. Описание проблем, связанных с СОЖ, а также способов их устранения, − Не используйте СОЖ. Вместо этого удалите твёрдую стружку из отверстия см. в главе «Охлаждение и смазка». с помощью сжатого воздуха или масляного тумана. Техническая информация B 1133