Общий каталог Walter 2017 - страница 1639
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022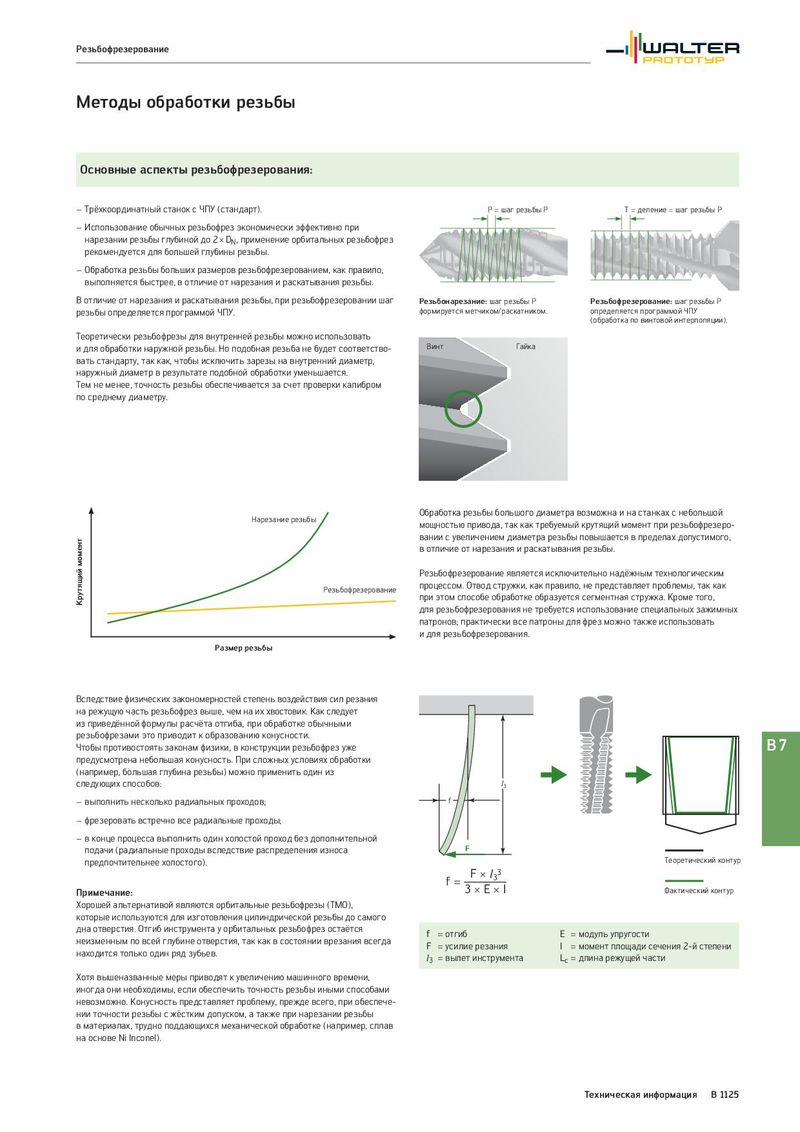
Резьбофрезерование Методы обработки резьбы Основные аспекты резьбофрезерования: − Трёхкоординатный станок с ЧПУ (стандарт). P = шаг резьбы P T = деление = шаг резьбы P − Использование обычных резьбофрез экономически эффективно при нарезании резьбы глубиной до 2 × DN, применение орбитальных резьбофрез рекомендуется для большей глубины резьбы. − Обработка резьбы больших размеров резьбофрезерованием, как правило, выполняется быстрее, в отличие от нарезания и раскатывания резьбы. В отличие от нарезания и раскатывания резьбы, при резьбофрезеровании шаг Резьбонарезание: шаг резьбы P Резьбофрезерование: шаг резьбы P резьбы определяется программой ЧПУ. формируется метчиком/раскатником. определяется программой ЧПУ (обработка по винтовой интерполяции). Теоретически резьбофрезы для внутренней резьбы можно использовать и для обработки наружной резьбы. Но подобная резьба не будет соответство- Винт Гайка вать стандарту, так как, чтобы исключить зарезы на внутренний диаметр, наружный диаметр в результате подобной обработки уменьшается. Тем не менее, точность резьбы обеспечивается за счет проверки калибром по среднему диаметру. Нарезание резьбы Обработка резьбы большого диаметра возможна и на станках с небольшой мощностью привода, так как требуемый крутящий момент при резьбофрезеро- Крутящий момент вании с увеличением диаметра резьбы повышается в пределах допустимого, в отличие от нарезания и раскатывания резьбы. Резьбофрезерование является исключительно надёжным технологическим Резьбофрезерование процессом. Отвод стружки, как правило, не представляет проблемы, так как при этом способе обработке образуется сегментная стружка. Кроме того, для резьбофрезерования не требуется использование специальных зажимных патронов; практически все патроны для фрез можно также использовать и для резьбофрезерования. Размер резьбы Вследствие физических закономерностей степень воздействия сил резания на режущую часть резьбофрез выше, чем на их хвостовик. Как следует из приведённой формулы расчёта отгиба, при обработке обычными резьбофрезами это приводит к образованию конусности. B7 Чтобы противостоять законам физики, в конструкции резьбофрез уже предусмотрена небольшая конусность. При сложных условиях обработки (например, большая глубина резьбы) можно применить один из следующих способов: l3 − выполнить несколько радиальных проходов; f − фрезеровать встречно все радиальные проходы; − в конце процесса выполнить один холостой проход без дополнительной подачи (радиальные проходы вследствие распределения износа F предпочтительнее холостого). Теоретический контур f= F × l33 Примечание: 3×E×I Фактический контур Хорошей альтернативой являются орбитальные резьбофрезы (TMO), которые используются для изготовления цилиндрической резьбы до самого дна отверстия. Отгиб инструмента у орбитальных резьбофрез остаётся f = отгиб E = модуль упругости неизменным по всей глубине отверстия, так как в состоянии врезания всегда F = усилие резания I = момент площади сечения 2-й степени находится только один ряд зубьев. l3 = вылет инструмента Lc = длина режущей части Хотя вышеназванные меры приводят к увеличению машинного времени, иногда они необходимы, если обеспечить точность резьбы иными способами невозможно. Конусность представляет проблему, прежде всего, при обеспече- нии точности резьбы с жёстким допуском, а также при нарезании резьбы в материалах, трудно поддающихся механической обработке (например, сплав на основе Ni Inconel). Техническая информация B 1125