Общий каталог Walter 2017 - страница 1601
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022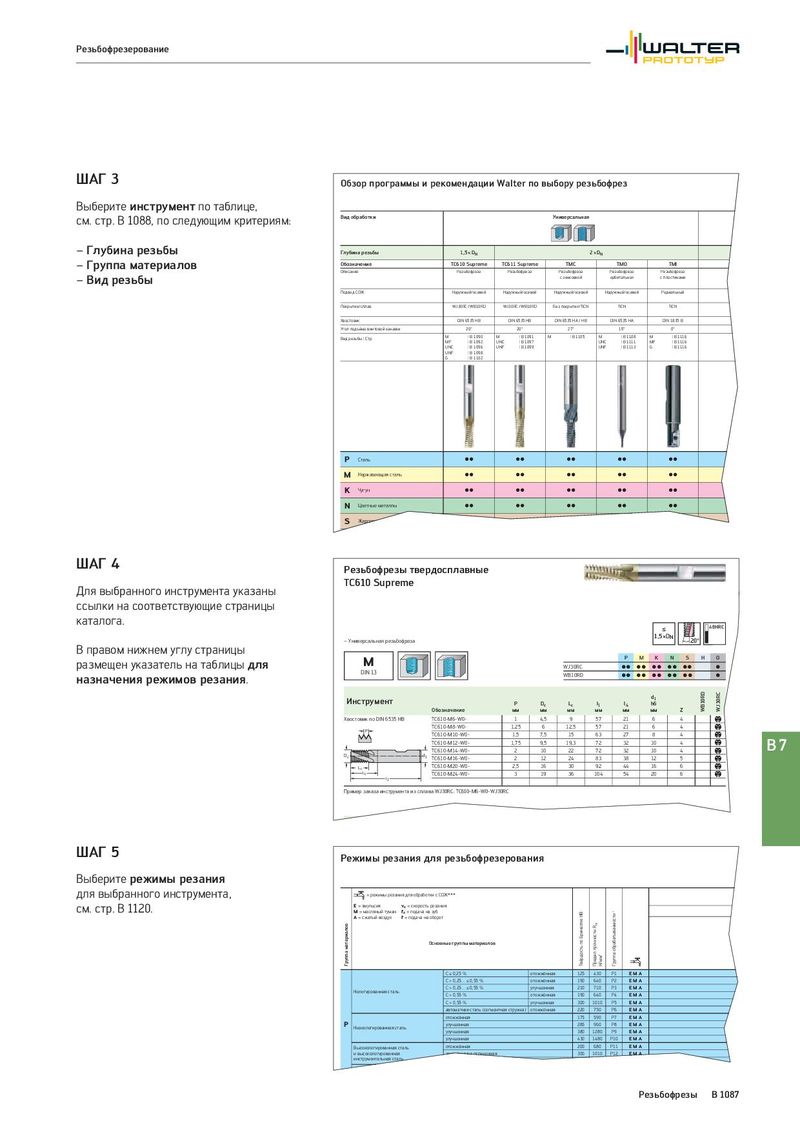
Резьбофрезерование ШАГ 3 Обзор программы и рекомендации Walter по выбору резьбофрез Выберите инструмент по таблице, см. стр. B 1088, по следующим критериям: Вид обработки Универсальная – Глубина резьбы Глубина резьбы 1,5 × DN 2 × DN – Группа материалов Обозначение TC610 Supreme TC611 Supreme TMC TMO TMI Описание Резьбофреза Резьбофреза Резьбофреза Резьбофреза Резьбофреза – Вид резьбы с зенковкой орбитальная с пластинами Подвод СОЖ Наружный/осевой Наружный/осевой Наружный/осевой Наружный/осевой Радиальный Покрытие/сплав WJ30RC / WB10RD WJ30RC / WB10RD Без покрытия/TiCN TiCN TiCN Хвостовик DIN 6535 HB DIN 6535 HB DIN 6535 HA / HB DIN 6535 HA DIN 1835 B Угол подъёма винтовой канавки 20° 20° 27° 15° 0° Вид резьбы | Стр. M | B 1090 M | B 1091 M | B 1105 M | B 1108 M | B 1116 MF | B 1092 UNC | B 1097 UNC | B 1111 MF | B 1116 UNC | B 1096 UNF | B 1099 UNF | B 1113 G | B 1116 UNF | B 1098 G | B 1102 P Сталь CC CC CC CC CC M Нержавеющая сталь CC CC CC CC CC K Чугун CC CC CC CC CC N Цветные металлы CC CC CC CC CC S Жаропрочные сплавы CC CC CC CC CC ШАГ 4 Резьбофрезы твердосплавные Для выбранного инструмента указаны TC610 Supreme ссылки на соответствующие страницы каталога. 48HRC ≤ – Универсальная резьбофреза 1,5×DN 20° В правом нижнем углу страницы P M K N S H O размещен указатель на таблицы для M WJ30RC CC CC CC CC CC C назначения режимов резания. DIN 13 WB10RD CC CC CC CC CC C Инструмент d1 WB10RD WJ30RC P Dc Lc l1 l4 h6 Обозначение мм мм мм мм мм мм Z Хвостовик по DIN 6535 HB TC610-M6-W0- 1 4,5 9 57 21 6 4 b P TC610-M8-W0- 1,25 6 12,5 57 21 6 4 b TC610-M10-W0- 1,5 7,5 15 63 27 8 4 b TC610-M12-W0- 1,75 9,5 19,3 72 32 10 4 b B7 TC610-M14-W0- 2 10 22 72 32 10 4 b Dc d1 TC610-M16-W0- 2 12 24 83 38 12 5 b Lc TC610-M20-W0- 2,5 16 30 92 44 16 6 b l4 TC610-M24-W0- 3 19 36 104 54 20 6 b l1 Пример заказа инструмента из сплава WJ30RC: TC610-M6-W0-WJ30RC ШАГ 5 Режимы резания для резьбофрезерования Выберите режимы резания для выбранного инструмента, = режимы резания для обработки с СОЖ*** см. стр. B 1120. E = эмульсия vc = скорость резания M = масляный туман fz = подача на зуб Твёрдость по Бринеллю HB Группа обрабатываемости 1 A = сжатый воздух f = подача на оборот Группа материалов Основные группы материалов Предел прочности Rm Н/мм2 C ≤ 0,25 % отожжённая 125 430 P1 E M A C > 0,25… ≤ 0,55 % отожжённая 190 640 P2 E M A Нелегированная сталь C > 0,25… ≤ 0,55 % улучшенная 210 710 P3 E M A C > 0,55 % отожжённая 190 640 P4 E M A C > 0,55 % улучшенная 300 1010 P5 E M A автоматная сталь (сегментная стружка) отожжённая 220 750 P6 E M A отожжённая 175 590 P7 E M A P Низколегированная сталь улучшенная 285 960 P8 E M A улучшенная 380 1280 P9 E M A улучшенная 430 1480 P10 E M A Высоколегированная сталь отожжённая 200 680 P11 E M A и высоколегированная закалённая и отпущенная 300 1010 P12 E M A инструментальная сталь закалённая и отпущенная 380 1280 P13 E M A Н ферритная/мартенситная, отожжённая 200 680 P14 E M A Резьбофрезы B 1087