Общий каталог Walter 2017 - страница 1600
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022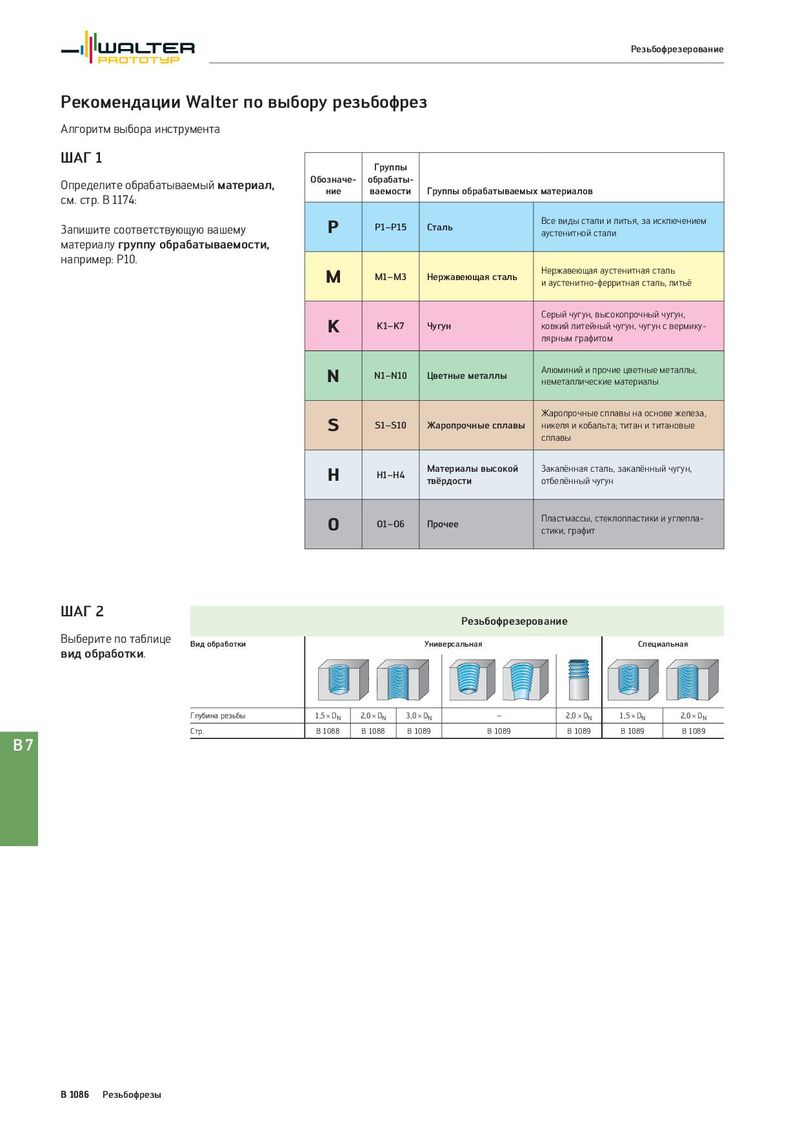
Резьбофрезерование Рекомендации Walter по выбору резьбофрез Алгоритм выбора инструмента ШАГ 1 Группы Определите обрабатываемый материал, Обозначе- обрабаты- см. стр. B 1174: ние ваемости Группы обрабатываемых материалов Запишите соответствующую вашему P P1–P15 Сталь Все виды стали и литья, за исключением аустенитной стали материалу группу обрабатываемости, например: P10. M M1–M3 Нержавеющая сталь Нержавеющая аустенитная сталь и аустенитно-ферритная сталь, литьё Серый чугун, высокопрочный чугун, K K1–K7 Чугун ковкий литейный чугун, чугун с вермику- лярным графитом N N1–N10 Цветные металлы Алюминий и прочие цветные металлы, неметаллические материалы Жаропрочные сплавы на основе железа, S S1–S10 Жаропрочные сплавы никеля и кобальта; титан и титановые сплавы H H1–H4 Материалы высокой Закалённая сталь, закалённый чугун, твёрдости отбелённый чугун O O1–O6 Прочее Пластмассы, стеклопластики и углепла- стики, графит ШАГ 2 Резьбофрезерование Выберите по таблице Вид обработки Универсальная Специальная вид обработки. Глубина резьбы 1,5 × DN 2,0 × DN 3,0 × DN – 2,0 × DN 1,5 × DN 2,0 × DN Стр. B 1088 B 1088 B 1089 B 1089 B 1089 B 1089 B 1089 B7 B 1086 Резьбофрезы