Брошюра Tungaloy новая продукция - страница 98
Навигация
 Каталог Tungaloy глубокое сверление 2
Каталог Tungaloy глубокое сверление 2 Каталог Tungaloy глубокое сверление 1
Каталог Tungaloy глубокое сверление 1 Каталог Tungaloy зубофрезерование
Каталог Tungaloy зубофрезерование Общий каталог Tungaloy 2020 - 2021
Общий каталог Tungaloy 2020 - 2021 Каталог Tungaloy инструмент для автоматов швейцарского типа
Каталог Tungaloy инструмент для автоматов швейцарского типа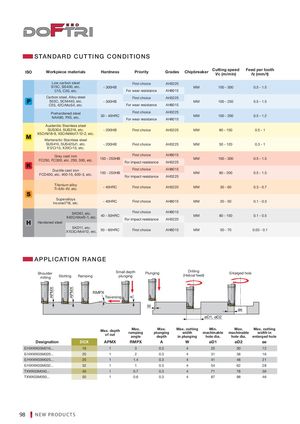
S TA N D A R D CUTTING CONDITIONS ISO Workpiece materials Hardness Priority Grades Chipbreaker Cutting speedVc (m/min)Feed per toothfz (mm/t) Low carbon steel First choice AH3225 S15C, SS400, etc. - 300HB MM 100 - 300 0.5 - 1.5 C15, C20, etc. For wear resistance AH8015 Carbon steel, Alloy steel First choice AH3225 S55C, SCM440, etc. - 300HB MM 100 - 250 0.5 - 1.5 C55, 42CrMoS4, etc. For wear resistance AH8015 Prehardened steelNAK80, PX5, etc. First choice AH322530 - 40HRCMM 100 - 200For wear resistanceAH80150.5 - 1.2 Austenitic Stainless steel SUS304, SUS316, etc. - 200HB First choice AH3225 MM 80 - 150 0.5 - 1 X5CrNi18-9, X5CrNiMo17-12-2, etc. Martensitic Stainless steel SUS410, SUS420J1, etc. - 200HB First choice AH3225 MM 50 - 120 0.3 - 1 X12Cr13, X20Cr13, etc. Grey cast ironFC250, FC300, etc. 250, 300, etc.First choice150 - 250HBFor impact resistanceAH8015AH3225MM100 - 300 0.5 - 1.5 Ductile cast ironFCD400, etc. 400-15, 600-3, etc.First choice150 - 250HBFor impact resistanceAH8015AH3225MM80 - 200 0.5 - 1.5 Titanium alloyTi-6AI-4V, etc. - 40HRC First choice AH3225 MM 30 - 60 0.3 - 0.7 SuperalloysInconel718, etc. - 40HRC First choice AH8015 MM 20 - 50 0.1 - 0.3 SKD61, etc.X40CrMoV5-1, etc.40 - 50HRCFirst choiceFor impact resistanceAH8015AH3225MM 80 - 150 0.1 - 0.5 Hardened steel SKD11, etc.X153CrMoV12, etc.50 - 60HRCFirst choice AH8015 MM 50 - 70 0.03 - 0.1 A P P L I C AT I O N RANGE ShouldermillingSlotting Ramping Small depth Plungingplunging Drilling(Helical feed) Enlarged hole RMPX Traversing W ae øD1, øD2 Max. depthof cut Max.rampingangle Max. Max. cutting Min. Max. Max. cuttingplungingwidthmachinablemachinablewidth indepthin plunginghole dia.hole dia.enlarged hole Designation DCX APMX RMPX A W øD1 øD2 ae E/HXWX03M016... 16 1 3 0.3 4 25 30 12 E/HXWX03M020... 20 1 2 0.3 4 31 38 16 E/HXWX03M025... 25 1 1.4 0.3 4 41 48 21 E/HXWX03M032... 32 1 1 0.3 4 54 62 28 TXWX03M040... 40 1 0.7 0.3 4 71 78 36 TXWX03M050... 50 1 0.6 0.3 4 87 98 46 98 NEW PRODUCTS APMX APMX A