Каталог TooTool техническая информация 2 - страница 149
Навигация
 Каталог TooTool техническая информация 1
Каталог TooTool техническая информация 1 Общий каталог TooTool
Общий каталог TooTool Каталог TooTool монолитные фрезы
Каталог TooTool монолитные фрезы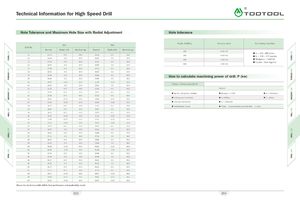
Technical Information for High Speed Drill A\ 0 Hole Tolerance and Maximum Hole Size with Radial Adjustment Hole tolerance Depth of drilling Tolerance (mm) Test Cutting Consdition 3XD 4XD Drill Dia Normal Radial shift Max'hole (9) Normal Radia shift Max'hole (9)1313.16+0.5-14.013.22+0.5-14.01414.10+0.5-15.014.15+0.5-15.01515.10+0.5-16.015.17+0.5-16.01616.07+0.5-17.016.09+0.5-17.02XD3XD4XD5XD+ 0.20/-0.1+0.25/-0.1+ 0.30/-0.1+0.40/-0.1vc = 130 -200 m/min•fn = 0.04 - 0.15 mm/rev•Workpiece = SCM440••Coolant : Over 5kg/cm2 17 17.08 +0.5 -18.0 17.13 +0.5 -18.0 18 18.05 +0.5 -19.0 18.20 +0.5 -19.0 19 19.08 +0.5 -20.0 19.18 +0.5 -20.0 How to calculate machining power of drill: P (kw) 20 20.06 +0.5 -21.0 20.05 +0.5 -21.0 21 20.97 +0.25 -21.5 21.00 +0.25 -21.5 PC(kw) = 425xkcxvcxfnxD/107 22 21.94 +0.5 -23.0 22.01 +0.5 -23.0 23 23.10 +0.5 -24.0 23.10 +0.5 -24.0 Example 24 24.10 +0.5 -25.0 24.15 +0.5 -25.0 •Specific cutting force, kc(Mpa) •Workpiece = 4140 •Fn = O.lmm/rev 25 25.06 +0.5 -26.0 25.13 +0.5 -26.02626.03+0.25-26.526.09+0.25-26.5•Cutting speed: vc(m/min) •kc=254Mpa •D = 20mm 27 27.05 +0.25 -27.5 26.96 +0.25 -27.5 •Feed rate: fn(mm/rev) •vc = lOOm/min 28 28.11 +0.5 -29.0 27.97 +0.5 -29.0 •Drill diameter: D(mm) •PC(kw) = 425x254x100x0.1x20/10000000 = 2.159kw 29 28.54 +0.5 - 30.0 29.07 +0.5 -30.0 30 30.23 +0.5 - 31.0 30.13 +0.5 -31.0 31 31.07 +0.25 - 31.5 31.12 +0.25 -31.5 32 32.06 +0.25 - 32.5 32.11 +0.25 -32.5 33 33.12 +0.25 - 33.5 33.17 +0.25 -33.5 34 34.10 +0.5 - 35.0 34.15 +0.5 -35.0 35 35.07 +0.5 - 36.0 35.12 +0.5 -36.0 36 36.03 +0.5 -37.0 36.08 +0.5 -37.0 37 37.14 +0.5 - 38.0 37.19 +0.5 -38.0 38 38.05 +0.5 -39.0 38.08 +0.5 -39.0 39 39.03 +0.5 -40.0 39.08 +0.5 -40.0 40 40.00 +0.25 -40.5 40.05 +0.25 -40.5 41 40.99 +0.25 -41.5 41.04 +0.25 -41.5 42 42.03 +0.5 -43.0 42.08 +0.5 -43.0 43 42.99 +0.5 -44.0 43.04 +0.5 -44.0 44 44.17 +0.5 -45.0 44.22 +0.5 -45.0 45 45.21 +0.5 -46.0 45.26 +0.5 -46.0 46 46.17 +0.5 -47.0 46.23 +0.5 -47.0 47 47.15 +0.5 -48.0 47.20 +0.5 -48.0 48 48.12 +0.25 -48.5 48.17 +0.25 -48.5 49 49.00 +0.25 -49.5 49.05 +0.25 -49.5 50 50.02 +0.25 - 50.0 50.07 +0.25 - 50.0 Choose the shortest possible drill for best performance and productivity results. 653 654