Общий каталог Sumitomo 2019 - 2020 - страница 871
Навигация
 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Техническая информация Sumitomo
Техническая информация Sumitomo Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019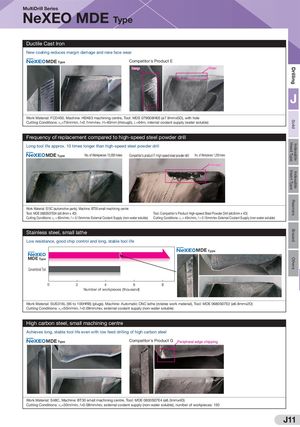
OthersBrazedReamersIndexableIndexableInsert TypeHead TypeSolidDrilling MultiDrill Series NeXEO MDE Type Ductile Cast Iron New coating reduces margin damage and rake face wear MDE Type Competitor's Product E Damage Wear J Work Material: FCD450, Machine: HSK63 machining centre, Tool: MDE 079S08H05 (ø7.9mmx5D), with hole Cutting Conditions: vc=70m/min, f=0.1mm/rev, H=40mm (through), L=64m, internal coolant supply (water soluble) Frequency of replacement compared to high-speed steel powder drill Long tool life approx. 10 times longer than high-speed steel powder drill MDE Type No. of Workpieces: 12,000 holes Competitor's product F: High-speed steel powder drill No. of Workpieces: 1,200 holes Breakage Work Material: S15C (automotive parts), Machine: BT30 small machining centre Tool: MDE 0680S07E04 (ø6.8mm x 4D) Tool: Competitor's Product High-speed Steel Powder Drill (ø6.8mm x 4D) Cutting Conditions: vc = 60m/min, f = 0.15mm/rev External Coolant Supply (non-water soluble) Cutting Conditions: vc = 40m/min, f = 0.15mm/rev External Coolant Supply (non-water soluble) Stainless steel, small lathe Low resistance, good chip control and long, stable tool life MDE Type MDE Type Conventional Tool 0 2 4 6 8 Number of workpieces (thousand) Work Material: SUS316L (95 to 100HRB) (plugs), Machine: Automatic CNC lathe (rotates work material), Tool: MDE 0680S07E2 (ø6.8mmx2D) Cutting Conditions: vc=50m/min, f=0.09mm/rev, external coolant supply (non-water soluble) High carbon steel, small machining centre Achieves long, stable tool life even with low feed drilling of high carbon steel MDE Type Competitor's Product G Peripheral edge chipping Work Material: S48C, Machine: BT30 small machining centre, Tool: MDE 0830S07E4 (ø8.3mmx4D) Cutting Conditions: vc=30m/min, f=0.08mm/rev, external coolant supply (non-water soluble), number of workpieces: 150 J11