Общий каталог Sumitomo 2019 - 2020 - страница 806
Навигация
 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Техническая информация Sumitomo
Техническая информация Sumitomo Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019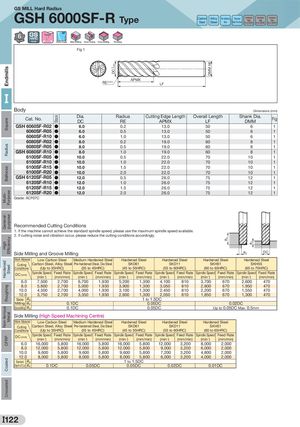
EndmillsSquareRadiusBallnoseMulti-PurposeGeneral-purposeHighEfficiencyHardene dSteelRoughingNon-ferrousMetalCFRPCoatedUncoated Stock 0 DC -0.030 DMM h6 ap ap GS MILL Hard Radius GSH 6000SF-R Type CarbonSteelAlloySteel Pre-hardenedSteelTemperedSteel/Die SteelHardenedSteel45 to 55HRCHardenedSteel55 to 60HRCHardenedSteel60 to 65HRC Corner Flutes Coat Helix Angle Side Milling Groove Finishing Face Milling Profiling Fig 1 APMX RE±0.020 LF I Body Dimensions (mm) Cat. No. Dia.DC Radius Cutting Edge Length Overall LengthREAPMXLF Shank Dia. DMM Fig GSH 6060SF-R02 ● 6.0 0.2 13.0 50 6 1 GSH 6060SF-R05 ● 6.0 0.5 13.0 50 6 1 GSH 6060SF-R10 ● 6.0 1.0 13.0 50 6 1 GSH 6080SF-R02 ● 8.0 0.2 19.0 60 8 1 GSH 6080SF-R05 ● 8.0 0.5 19.0 60 8 1 GSH 6080SF-R10 ● 8.0 1.0 19.0 60 8 1 GSH 6100SF-R05 ● 10.0 0.5 22.0 70 10 1 GSH 6100SF-R10 ● 10.0 1.0 22.0 70 10 1 GSH 6100SF-R15 ● 10.0 1.5 22.0 70 10 1 GSH 6100SF-R20 ● 10.0 2.0 22.0 70 10 1 GSH 6120SF-R05 ● 12.0 0.5 26.0 75 12 1 GSH 6120SF-R10 ● 12.0 1.0 26.0 75 12 1 GSH 6120SF-R15 ● 12.0 1.5 26.0 75 12 1 GSH 6120SF-R20 ● 12.0 2.0 26.0 75 12 1 Grade: ACF07C Recommended Cutting Conditions 1. If the machine cannot achieve the standard spindle speed, please use the maximum spindle speed available. 2. If cutting noise and vibration occur, please reduce the cutting conditions accordingly. Side Milling and Groove Milling ae DC Work Material Low Carbon Steel Medium Hardened Steel Hardened Steel Hardened Steel Hardened Steel Hardened Steel Cutting Carbon Steel, Alloy Steel Pre-hardened Steel, Die Steel SKD61 SKD11 SKH51 SKH55 Conditions (Up to 35HRC) (35 to 45HRC) (45 to 55HRC) (55 to 60HRC) (60 to 65HRC) (65 to 70HRC) DC (mm) Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) 6.0 7,500 2,700 6,700 1,930 5,200 1,300 4,100 810 3,700 670 2,600 470 8.0 5,600 2,700 5,000 1,930 3,900 1,300 3,050 810 2,800 670 1,950 470 10.0 4,500 2,700 4,000 1,930 3,100 1,300 2,450 810 2,200 670 1,550 470 12.0 3,750 2,700 3,350 1,930 2,600 1,300 2,050 810 1,850 670 1,300 470 Side ap 1 to 1.5DC Milling ae 0.1DC 0.05DC 0.02DC Groove Miling ap 0.1DC 0.05DC Up to 0.05DC Max. 0.5mm Side Milling (High Speed Machining Centre) Work Material Low Carbon Steel Medium Hardened Steel Hardened Steel Hardened Steel Hardened Steel Cutting Carbon Steel, Alloy Steel Pre-hardened Steel, Die Steel SKD61 SKD11 SKH51 Conditions (Up to 35HRC) (35 to 45HRC) (45 to 55HRC) (55 to 60HRC) (60 to 65HRC) DC (mm) Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate Spindle Speed Feed Rate (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) 6.0 16,000 5,800 16,000 5,800 16,000 5,800 12,000 3,200 8,000 2,000 8.0 12,000 5,800 12,000 5,800 12,000 5,800 9,000 3,200 6,000 2,000 10.0 9,600 5,800 9,600 5,800 9,600 5,800 7,200 3,200 4,800 2,000 12.0 8,000 5,800 8,000 5,800 8,000 5,800 6,000 3,200 4,000 2,000 Standard ap 1 to 1.5DC Depth of Cut ae 0.1DC 0.05DC 0.05DC 0.02DC 0.01DC I122