Каталог Stellram фрез со сменными пластинами - страница 257
Навигация
 Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы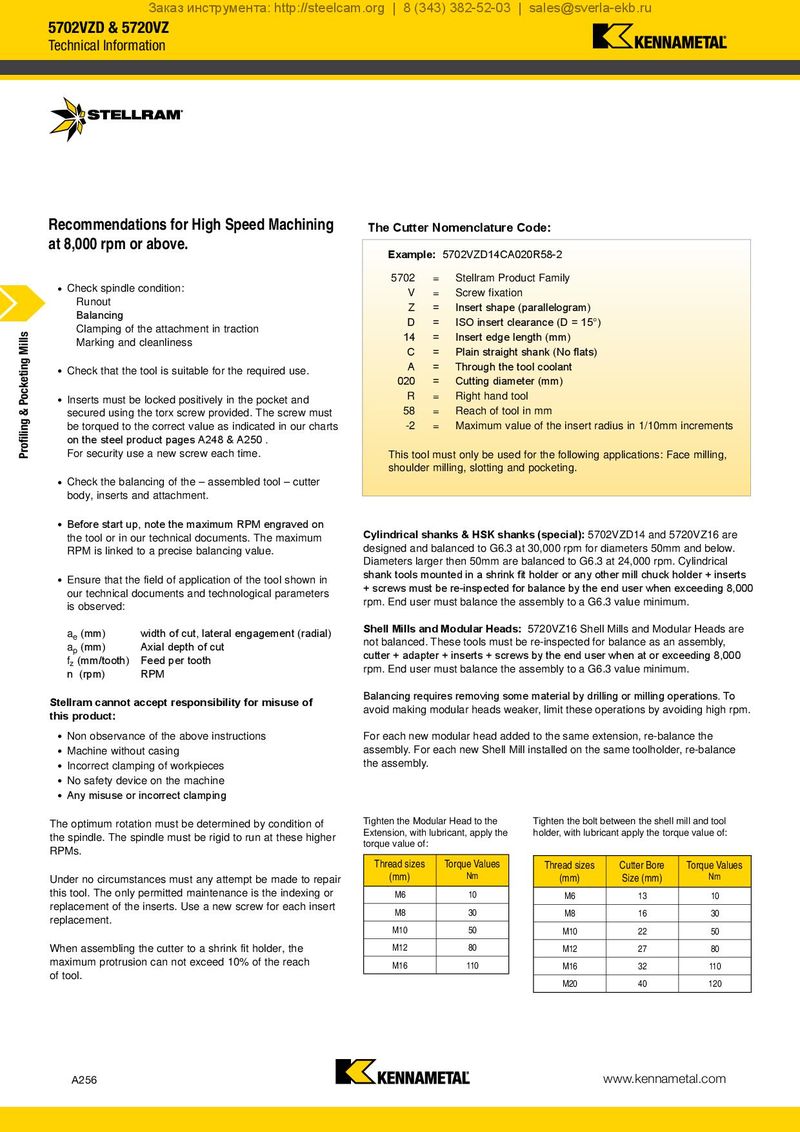
Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru 5702VZD & 5720VZ Technical Information Recommendations for High Speed Machining The Cutter Nomenclature Code: at 8,000 rpm or above. Example: 5702VZD14CA020R58-2 5702 = Stellram Product Family • Check spindle condition: V = Screw fixation Runout Z = Insert shape (parallelogram) Balancing D = ISO insert clearance (D = 15°) Profiling & Pocketing Mills Clamping of the attachment in traction 14 = Insert edge length (mm) Marking and cleanliness C = Plain straight shank (No flats) • Check that the tool is suitable for the required use. A = Through the tool coolant 020 = Cutting diameter (mm) • Inserts must be locked positively in the pocket and R = Right hand tool secured using the torx screw provided. The screw must 58 = Reach of tool in mm be torqued to the correct value as indicated in our charts -2 = Maximum value of the insert radius in 1/10mm increments on the steel product pages A248 & A250 . For security use a new screw each time. This tool must only be used for the following applications: Face milling, shoulder milling, slotting and pocketing. • Check the balancing of the – assembled tool – cutter body, inserts and attachment. • Before start up, note the maximum RPM engraved on Cylindrical shanks & HSK shanks (special): 5702VZD14 and 5720VZ16 are the tool or in our technical documents. The maximum RPM is linked to a precise balancing value. designed and balanced to G6.3 at 30,000 rpm for diameters 50mm and below. Diameters larger then 50mm are balanced to G6.3 at 24,000 rpm. Cylindrical • Ensure that the field of application of the tool shown in shank tools mounted in a shrink fit holder or any other mill chuck holder + inserts our technical documents and technological parameters + screws must be re-inspected for balance by the end user when exceeding 8,000 is observed: rpm. End user must balance the assembly to a G6.3 value minimum. ae (mm) width of cut, lateral engagement (radial) Shell Mills and Modular Heads: 5720VZ16 Shell Mills and Modular Heads are ap (mm) Axial depth of cut not balanced. These tools must be re-inspected for balance as an assembly, fz (mm/tooth) Feed per tooth cutter + adapter + inserts + screws by the end user when at or exceeding 8,000 n (rpm) RPM rpm. End user must balance the assembly to a G6.3 value minimum. Stellram cannot accept responsibility for misuse of Balancing requires removing some material by drilling or milling operations. To this product: avoid making modular heads weaker, limit these operations by avoiding high rpm. • Non observance of the above instructions For each new modular head added to the same extension, re-balance the • Machine without casing assembly. For each new Shell Mill installed on the same toolholder, re-balance • Incorrect clamping of workpieces the assembly. • No safety device on the machine • Any misuse or incorrect clamping The optimum rotation must be determined by condition of Tighten the Modular Head to the Tighten the bolt between the shell mill and tool the spindle. The spindle must be rigid to run at these higher Extension, with lubricant, apply the holder, with lubricant apply the torque value of: RPMs. torque value of: Thread sizes Torque Values Thread sizes Cutter Bore Torque Values Under no circumstances must any attempt be made to repair (mm) Nm (mm) Size (mm) Nm this tool. The only permitted maintenance is the indexing or M6 10 M6 13 10 replacement of the inserts. Use a new screw for each insert M8 30 M8 16 30 replacement. M10 50 M10 22 50 When assembling the cutter to a shrink fit holder, the M12 80 M12 27 80 maximum protrusion can not exceed 10% of the reach M16 110 M16 32 110 of tool. M20 40 120 A256 www.kennametal.com