Общий каталог SGS 2018 - страница 303
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском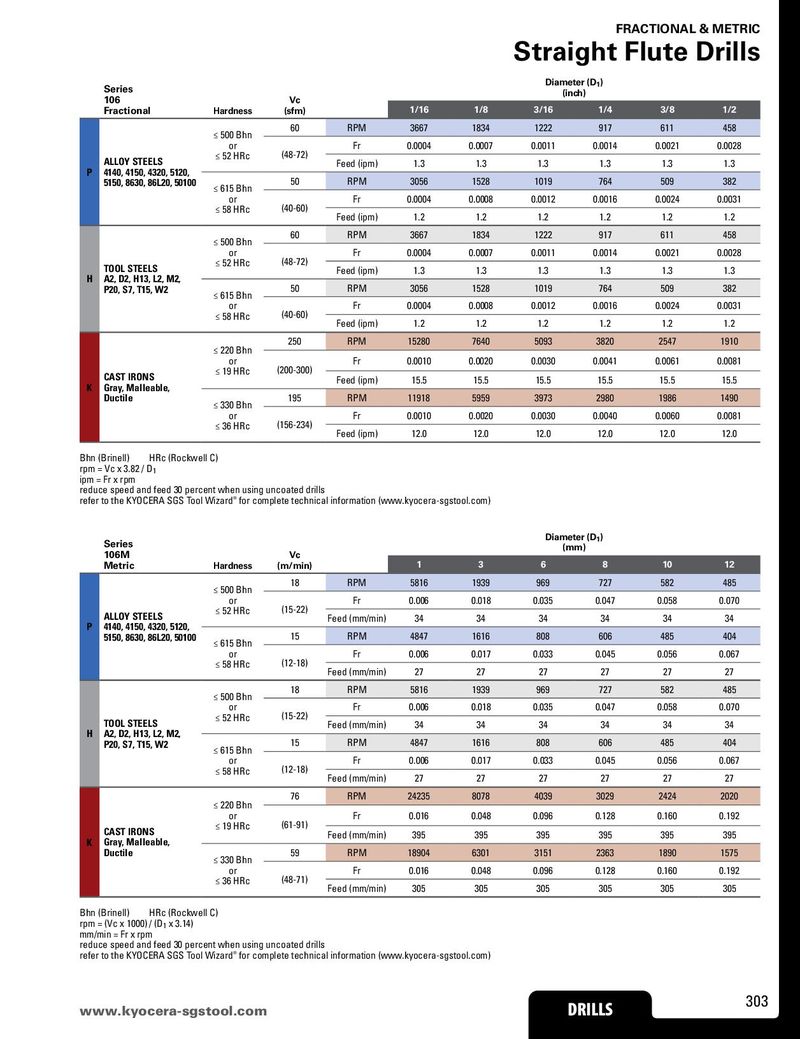
FRACTIONAL & METRIC Straight Flute Drills Series Diameter (D1) 106 Vc (inch) Fractional Hardness (sfm) 1/16 1/8 3/16 1/4 3/8 1/2 ≤ 500 Bhn 60 RPM 3667 1834 1222 917 611 458 or (48-72) Fr 0.0004 0.0007 0.0011 0.0014 0.0021 0.0028 ALLOY STEELS ≤ 52 HRc Feed (ipm) 1.3 1.3 1.3 1.3 1.3 1.3 P 4140, 4150, 4320, 5120, 50 RPM 3056 1528 1019 764 509 382 5150, 8630, 86L20, 50100 ≤ 615 Bhn or (40-60) Fr 0.0004 0.0008 0.0012 0.0016 0.0024 0.0031 ≤ 58 HRc Feed (ipm) 1.2 1.2 1.2 1.2 1.2 1.2 ≤ 500 Bhn 60 RPM 3667 1834 1222 917 611 458 or (48-72) Fr 0.0004 0.0007 0.0011 0.0014 0.0021 0.0028 TOOL STEELS ≤ 52 HRc Feed (ipm) 1.3 1.3 1.3 1.3 1.3 1.3 H A2, D2, H13, L2, M2, 50 RPM 3056 1528 1019 764 509 382 P20, S7, T15, W2 ≤ 615 Bhn or (40-60) Fr 0.0004 0.0008 0.0012 0.0016 0.0024 0.0031 ≤ 58 HRc Feed (ipm) 1.2 1.2 1.2 1.2 1.2 1.2 ≤ 220 Bhn 250 RPM 15280 7640 5093 3820 2547 1910 or (200-300) Fr 0.0010 0.0020 0.0030 0.0041 0.0061 0.0081 CAST IRONS ≤ 19 HRc Feed (ipm) 15.5 15.5 15.5 15.5 15.5 15.5 K Gray, Malleable, Ductile ≤ 330 Bhn 195 RPM 11918 5959 3973 2980 1986 1490 or (156-234) Fr 0.0010 0.0020 0.0030 0.0040 0.0060 0.0081 ≤ 36 HRc Feed (ipm) 12.0 12.0 12.0 12.0 12.0 12.0 Bhn (Brinell) HRc (Rockwell C) rpm = Vc x 3.82 / D1 ipm = Fr x rpm reduce speed and feed 30 percent when using uncoated drills refer to the KYOCERA SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) Series Diameter (D1) 106M Vc (mm) Metric Hardness (m/min) 1 3 6 8 10 12 ≤ 500 Bhn 18 RPM 5816 1939 969 727 582 485 or (15-22) Fr 0.006 0.018 0.035 0.047 0.058 0.070 ALLOY STEELS ≤ 52 HRc Feed (mm/min) 34 34 34 34 34 34 P 4140, 4150, 4320, 5120, 15 RPM 4847 1616 808 606 485 404 5150, 8630, 86L20, 50100 ≤ 615 Bhn or (12-18) Fr 0.006 0.017 0.033 0.045 0.056 0.067 ≤ 58 HRc Feed (mm/min) 27 27 27 27 27 27 ≤ 500 Bhn 18 RPM 5816 1939 969 727 582 485 or (15-22) Fr 0.006 0.018 0.035 0.047 0.058 0.070 TOOL STEELS ≤ 52 HRc Feed (mm/min) 34 34 34 34 34 34 H A2, D2, H13, L2, M2, 15 RPM 4847 1616 808 606 485 404 P20, S7, T15, W2 ≤ 615 Bhn or (12-18) Fr 0.006 0.017 0.033 0.045 0.056 0.067 ≤ 58 HRc Feed (mm/min) 27 27 27 27 27 27 ≤ 220 Bhn 76 RPM 24235 8078 4039 3029 2424 2020 or (61-91) Fr 0.016 0.048 0.096 0.128 0.160 0.192 CAST IRONS ≤ 19 HRc Feed (mm/min) 395 395 395 395 395 395 K Gray, Malleable, Ductile ≤ 330 Bhn 59 RPM 18904 6301 3151 2363 1890 1575 or (48-71) Fr 0.016 0.048 0.096 0.128 0.160 0.192 ≤ 36 HRc Feed (mm/min) 305 305 305 305 305 305 Bhn (Brinell) HRc (Rockwell C) rpm = (Vc x 1000) / (D1 x 3.14) mm/min = Fr x rpm reduce speed and feed 30 percent when using uncoated drills refer to the KYOCERA SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) www.kyoceraD-sRgILsLtoSol.com DRILLS 303