Общий каталог SGS 2018 - страница 299
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском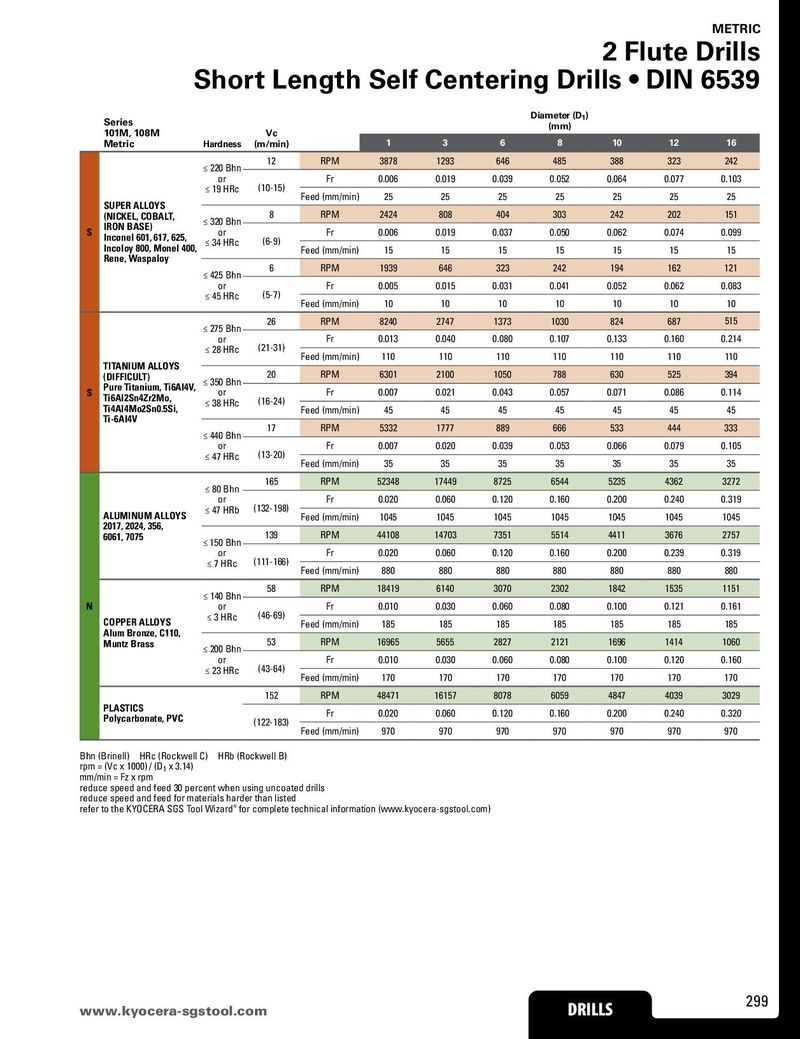
METRIC 2 Flute Drills Short Length Self Centering Drills • DIN 6539 Series Diameter (D1) 101M, 108M Vc (mm) Metric Hardness (m/min) 1 3 6 8 10 12 16 ≤ 220 Bhn 12 RPM 3878 1293 646 485 388 323 242 or (10-15) Fr 0.006 0.019 0.039 0.052 0.064 0.077 0.103 ≤ 19 HRc Feed (mm/min) 25 25 25 25 25 25 25 SUPER ALLOYS 8 RPM 2424 808 404 303 242 202 151 (NICKEL, COBALT, ≤ 320 Bhn S IRON BASE) or Fr 0.006 0.019 0.037 0.050 0.062 0.074 0.099 Inconel 601, 617, 625, ≤ 34 HRc (6-9) Incoloy 800, Monel 400, Feed (mm/min) 15 15 15 15 15 15 15 Rene, Waspaloy 6 RPM 1939 646 323 242 194 162 121 ≤ 425 Bhn or (5-7) Fr 0.005 0.015 0.031 0.041 0.052 0.062 0.083 ≤ 45 HRc Feed (mm/min) 10 10 10 10 10 10 10 ≤ 275 Bhn 26 RPM 8240 2747 1373 1030 824 687 515 or (21-31) Fr 0.013 0.040 0.080 0.107 0.133 0.160 0.214 ≤ 28 HRc Feed (mm/min) 110 110 110 110 110 110 110 TITANIUM ALLOYS 20 RPM 6301 2100 1050 788 630 525 394 (DIFFICULT) ≤ 350 Bhn S Pure Titanium, Ti6Al4V, or Fr 0.007 0.021 0.043 0.057 0.071 0.086 0.114 Ti6Al2Sn4Zr2Mo, ≤ 38 HRc (16-24) Ti4Al4Mo2Sn0.5Si, Feed (mm/min) 45 45 45 45 45 45 45 Ti-6Al4V 17 RPM 5332 1777 889 666 533 444 333 ≤ 440 Bhn or (13-20) Fr 0.007 0.020 0.039 0.053 0.066 0.079 0.105 ≤ 47 HRc Feed (mm/min) 35 35 35 35 35 35 35 ≤ 80 Bhn 165 RPM 52348 17449 8725 6544 5235 4362 3272 or (132-198) Fr 0.020 0.060 0.120 0.160 0.200 0.240 0.319 ALUMINUM ALLOYS ≤ 47 HRb Feed (mm/min) 1045 1045 1045 1045 1045 1045 1045 2017, 2024, 356, 139 RPM 44108 14703 7351 5514 4411 3676 2757 6061, 7075 ≤ 150 Bhn or (111-166) Fr 0.020 0.060 0.120 0.160 0.200 0.239 0.319 ≤ 7 HRc Feed (mm/min) 880 880 880 880 880 880 880 ≤ 140 Bhn 58 RPM 18419 6140 3070 2302 1842 1535 1151 N or (46-69) Fr 0.010 0.030 0.060 0.080 0.100 0.121 0.161 COPPER ALLOYS ≤ 3 HRc Feed (mm/min) 185 185 185 185 185 185 185 Alum Bronze, C110, 53 RPM 16965 5655 2827 2121 1696 1414 1060 Muntz Brass ≤ 200 Bhn or (43-64) Fr 0.010 0.030 0.060 0.080 0.100 0.120 0.160 ≤ 23 HRc Feed (mm/min) 170 170 170 170 170 170 170 152 RPM 48471 16157 8078 6059 4847 4039 3029 PLASTICS Fr 0.020 0.060 0.120 0.160 0.200 0.240 0.320 Polycarbonate, PVC (122-183) Feed (mm/min) 970 970 970 970 970 970 970 Bhn (Brinell) HRc (Rockwell C) HRb (Rockwell B) rpm = (Vc x 1000) / (D1 x 3.14) mm/min = Fz x rpm reduce speed and feed 30 percent when using uncoated drills reduce speed and feed for materials harder than listed refer to the KYOCERA SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) www.kyoceraD-sRgILsLtoSol.com DRILLS 299