Общий каталог SGS 2018 - страница 250
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском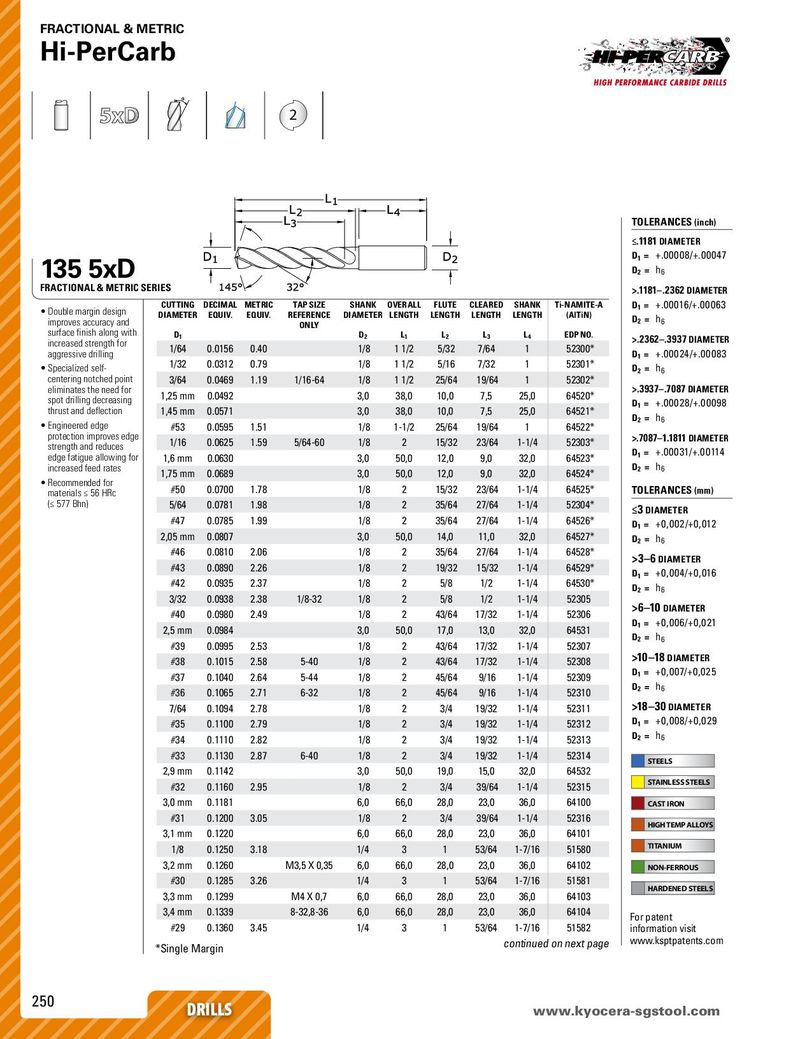
FRACTIONAL & METRIC Hi-PerCarb 2 TOLERANCES (inch) ≤.1181 DIAMETER 135 5xD D1 = +.00008/+.00047 D2 = h6 FRACTIONAL & METRIC SERIES >.1181–.2362 DIAMETER • Double margin design CUTTING DECIMAL METRIC TAP SIZE SHANK OVERALL FLUTE CLEARED SHANK Ti-NAMITE-A D1 = +.00016/+.00063 improves accuracy and DIAMETER EQUIV. EQUIV. REFERENCE DIAMETER LENGTH LENGTH LENGTH LENGTH (AlTiN) D2 = h6 surface finish along with ONLY increased strength for D1 D2 L1 L2 L3 L4 EDP NO. >.2362–.3937 DIAMETER aggressive drilling 1/64 0.0156 0.40 1/8 1 1/2 5/32 7/64 1 52300* D1 = +.00024/+.00083 • Specialized self- 1/32 0.0312 0.79 1/8 1 1/2 5/16 7/32 1 52301* D2 = h6 centering notched point 3/64 0.0469 1.19 1/16-64 1/8 1 1/2 25/64 19/64 1 52302* eliminates the need for 1,25 mm 0.0492 3,0 38,0 10,0 7,5 25,0 64520* >.3937–.7087 DIAMETER spot drilling decreasing D1 = +.00028/+.00098 thrust and deflection 1,45 mm 0.0571 3,0 38,0 10,0 7,5 25,0 64521* D2 = h6 • Engineered edge #53 0.0595 1.51 1/8 1-1/2 25/64 19/64 1 64522* protection improves edge 1/16 0.0625 1.59 5/64-60 1/8 2 15/32 23/64 1-1/4 52303* >.7087–1.1811 DIAMETER strength and reduces D1 = +.00031/+.00114 edge fatigue allowing for 1,6 mm 0.0630 3,0 50,0 12,0 9,0 32,0 64523* h6 increased feed rates 1,75 mm 0.0689 3,0 50,0 12,0 9,0 32,0 64524* D2 = • Recommended for #50 0.0700 1.78 1/8 2 15/32 23/64 1-1/4 64525* TOLERANCES (mm) materials ≤ 56 HRc (≤ 577 Bhn) 5/64 0.0781 1.98 1/8 2 35/64 27/64 1-1/4 52304* ≤3 DIAMETER #47 0.0785 1.99 1/8 2 35/64 27/64 1-1/4 64526* D1 = + 0, 0 0 2 /+ 0, 012 2,05 mm 0.0807 3,0 50,0 14,0 11,0 32,0 64527* D2 = h6 #46 0.0810 2.06 1/8 2 35/64 27/64 1-1/4 64528* >3–6 DIAMETER #43 0.0890 2.26 1/8 2 19/32 15/32 1-1/4 64529* D1 = +0,004/+0,016 #42 0.0935 2.37 1/8 2 5/8 1/2 1-1/4 64530* D2 = h6 3/32 0.0938 2.38 1/8-32 1/8 2 5/8 1/2 1-1/4 52305 >6–10 DIAMETER #40 0.0980 2.49 1/8 2 43/64 17/32 1-1/4 52306 D1 = +0,006/+0,021 2,5 mm 0.0984 3,0 50,0 17,0 13,0 32,0 64531 D2 = h6 #39 0.0995 2.53 1/8 2 43/64 17/32 1-1/4 52307 #38 0.1015 2.58 5-40 1/8 2 43/64 17/32 1-1/4 52308 >10–18 DIAMETER #37 0.1040 2.64 5-44 1/8 2 45/64 9/16 1-1/4 52309 D1 = +0,007/+0,025 #36 0.1065 2.71 6-32 1/8 2 45/64 9/16 1-1/4 52310 D2 = h6 7/64 0.1094 2.78 1/8 2 3/4 19/32 1-1/4 52311 >18–30 DIAMETER #35 0.1100 2.79 1/8 2 3/4 19/32 1-1/4 52312 D1 = +0,008/+0,029 #34 0.1110 2.82 1/8 2 3/4 19/32 1-1/4 52313 D2 = h6 #33 0.1130 2.87 6-40 1/8 2 3/4 19/32 1-1/4 52314 STEELS 2,9 mm 0.1142 3,0 50,0 19,0 15,0 32,0 64532 #32 0.1160 2.95 1/8 2 3/4 39/64 1-1/4 52315 STAINLESS STEELS 3,0 mm 0.1181 6,0 66,0 28,0 23,0 36,0 64100 CAST IRON #31 0.1200 3.05 1/8 2 3/4 39/64 1-1/4 52316 HIGH TEMP ALLOYS 3,1 mm 0.1220 6,0 66,0 28,0 23,0 36,0 64101 1/8 0.1250 3.18 1/4 3 1 53/64 1-7/16 51580 TITANIUM 3,2 mm 0.1260 M3,5 X 0,35 6,0 66,0 28,0 23,0 36,0 64102 NON-FERROUS #30 0.1285 3.26 1/4 3 1 53/64 1-7/16 51581 HARDENED STEELS 3,3 mm 0.1299 M4 X 0,7 6,0 66,0 28,0 23,0 36,0 64103 3,4 mm 0.1339 8-32,8-36 6,0 66,0 28,0 23,0 36,0 64104 For patent #29 0.1360 3.45 1/4 3 1 53/64 1-7/16 51582 information visit *Single Margin continued on next page www.ksptpatents.com 250 DRILLS www.kDyRoIcLeLrSa-sgstool.com