Каталог SGS фрезы для труднообрабатываемых материалов Series 33 - страница 4
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS высокопроизводительные фрезы для чистовой обработки Multi-carb
Каталог SGS высокопроизводительные фрезы для чистовой обработки Multi-carb Каталог SGS микроинструмент
Каталог SGS микроинструмент Общий каталог SGS 2018
Общий каталог SGS 2018 Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском Каталог SGS инструмент для сверления
Каталог SGS инструмент для сверления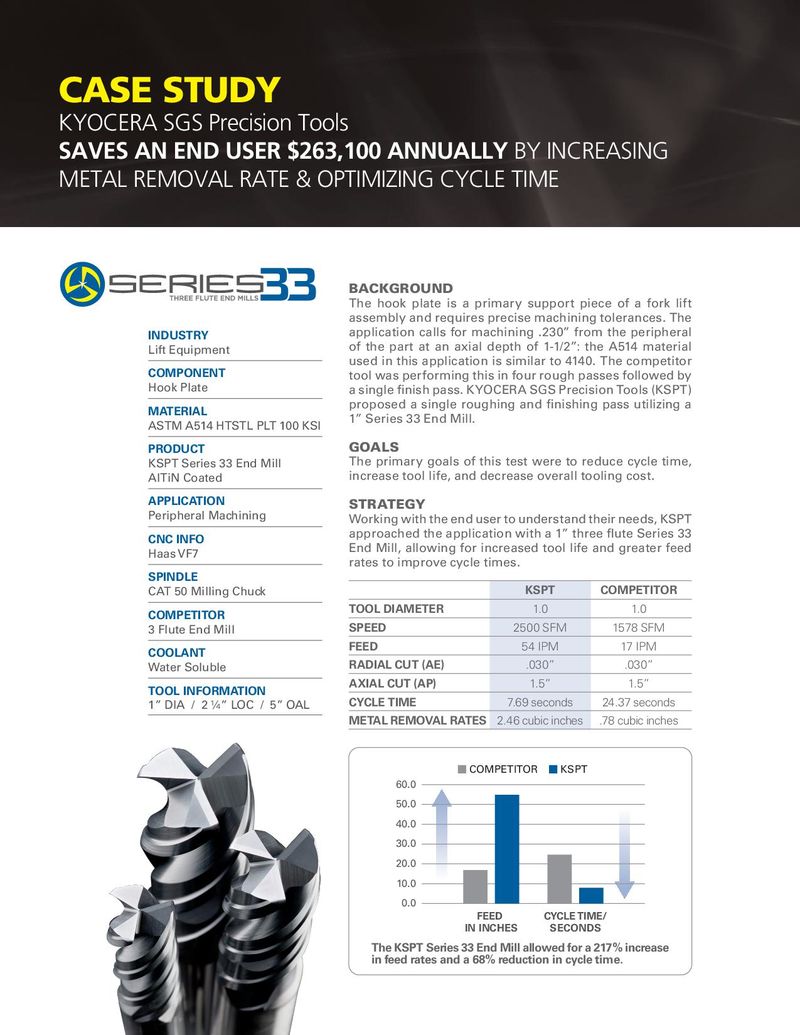
CASE STUDY KYOCERA SGS Precision Tools SAVES AN END USER $263,100 ANNUALLY BY INCREASING METAL REMOVAL RATE & OPTIMIZING CYCLE TIME BACKGROUND The hook plate is a primary support piece of a fork lift assembly and requires precise machining tolerances. The INDUSTRY application calls for machining .230” from the peripheral Lift Equipment of the part at an axial depth of 1-1/2”: the A514 material used in this application is similar to 4140. The competitor COMPONENT tool was performing this in four rough passes followed by Hook Plate a single nish pass. KYOCERA SGS Precision Tools (KSPT) MATERIAL proposed a single roughing and nishing pass utilizing a ASTM A514 HTSTL PLT 100 KSI 1” Series 33 End Mill. PRODUCT GOALS KSPT Series 33 End Mill The primary goals of this test were to reduce cycle time, AlTiN Coated increase tool life, and decrease overall tooling cost. APPLICATION STRATEGY Peripheral Machining Working with the end user to understand their needs, KSPT CNC INFO approached the application with a 1” three ute Series 33 Haas VF7 End Mill, allowing for increased tool life and greater feed rates to improve cycle times. SPINDLE CAT 50 Milling Chuck KSPT COMPETITOR COMPETITOR TOOL DIAMETER 1.0 1.0 3 Flute End Mill SPEED 2500 SFM 1578 SFM COOLANT FEED 54 IPM 17 IPM Water Soluble RADIAL CUT (AE) .030” .030” TOOL INFORMATION AXIAL CUT (AP) 1.5” 1.5” 1” DIA / 2 ¼” LOC / 5” OAL CYCLE TIME 7.69 seconds 24.37 seconds METAL REMOVAL RATES 2.46 cubic inches .78 cubic inches COMPETITOR KSPT 60.0 50.0 40.0 30.0 20.0 10.0 0.0 FEED CYCLE TIME/ IN INCHES SECONDS The KSPT Series 33 End Mill allowed for a 217% increase in feed rates and a 68% reduction in cycle time.