Каталог R-Way осевой монолитный инструмент - страница 49
Навигация
 Каталог R-Way корпусные фрезы
Каталог R-Way корпусные фрезы Каталог R-Way сменные многогранные пластины
Каталог R-Way сменные многогранные пластины Каталог R-Way токарные державки
Каталог R-Way токарные державки Каталог R-Way резьбонарезание
Каталог R-Way резьбонарезание Каталог R-Way тверосплавные дисковые пилы
Каталог R-Way тверосплавные дисковые пилы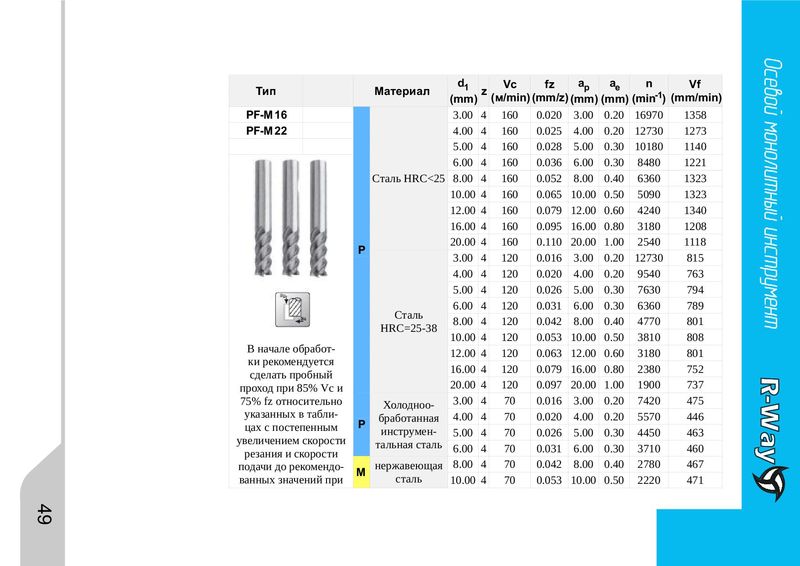
Тип Материал d1 z Vc fz ap ae n Vf (mm) (м/min) (mm/z) (mm) (mm) (min-1) (mm/min) PF-M 16 3.00 4 160 0.020 3.00 0.20 16970 1358 PF-M 22 4.00 4 160 0.025 4.00 0.20 12730 1273 5.00 4 160 0.028 5.00 0.30 10180 1140 6.00 4 160 0.036 6.00 0.30 8480 1221 Сталь HRC<25 8.00 4 160 0.052 8.00 0.40 6360 1323 10.00 4 160 0.065 10.00 0.50 5090 1323 12.00 4 160 0.079 12.00 0.60 4240 1340 16.00 4 160 0.095 16.00 0.80 3180 1208 20.00 4 160 0.110 20.00 1.00 2540 1118 P 3.00 4 120 0.016 3.00 0.20 12730 815 4.00 4 120 0.020 4.00 0.20 9540 763 5.00 4 120 0.026 5.00 0.30 7630 794 6.00 4 120 0.031 6.00 0.30 6360 789 Сталь 8.00 4 120 0.042 8.00 0.40 4770 801 HRC=25-38 10.00 4 120 0.053 10.00 0.50 3810 808 В начале обработ- 12.00 4 120 0.063 12.00 0.60 3180 801 ки рекомендуется 16.00 4 120 0.079 16.00 0.80 2380 752 сделать пробный проход при 85% Vc и 20.00 4 120 0.097 20.00 1.00 1900 737 75% fz относительно Холодноо- 3.00 4 70 0.016 3.00 0.20 7420 475 указанных в табли- бработанная 4.00 4 70 0.020 4.00 0.20 5570 446 цах с постепенным P инструмен- увеличением скорости 5.00 4 70 0.026 5.00 0.30 4450 463 тальная сталь 6.00 4 70 0.031 6.00 0.30 3710 460 резания и скорости подачи до рекомендо- нержавеющая 8.00 4 70 0.042 8.00 0.40 2780 467 ванных значений при M сталь 10.00 4 70 0.053 10.00 0.50 2220 471 49