Каталог R-Way осевой монолитный инструмент - страница 48
Навигация
 Каталог R-Way корпусные фрезы
Каталог R-Way корпусные фрезы Каталог R-Way сменные многогранные пластины
Каталог R-Way сменные многогранные пластины Каталог R-Way токарные державки
Каталог R-Way токарные державки Каталог R-Way резьбонарезание
Каталог R-Way резьбонарезание Каталог R-Way тверосплавные дисковые пилы
Каталог R-Way тверосплавные дисковые пилы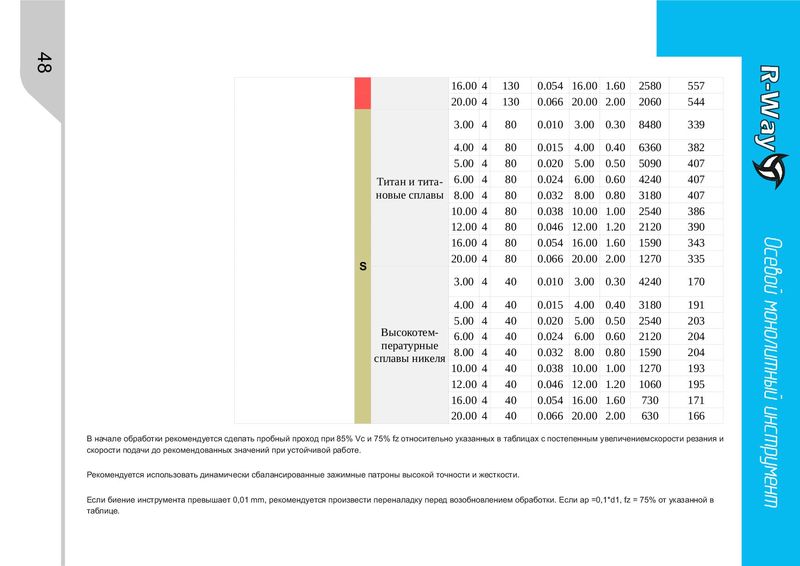
48 16.00 4 130 0.054 16.00 1.60 2580 557 20.00 4 130 0.066 20.00 2.00 2060 544 3.00 4 80 0.010 3.00 0.30 8480 339 4.00 4 80 0.015 4.00 0.40 6360 382 5.00 4 80 0.020 5.00 0.50 5090 407 Титан и тита- 6.00 4 80 0.024 6.00 0.60 4240 407 новые сплавы 8.00 4 80 0.032 8.00 0.80 3180 407 10.00 4 80 0.038 10.00 1.00 2540 386 12.00 4 80 0.046 12.00 1.20 2120 390 16.00 4 80 0.054 16.00 1.60 1590 343 20.00 4 80 0.066 20.00 2.00 1270 335 S 3.00 4 40 0.010 3.00 0.30 4240 170 4.00 4 40 0.015 4.00 0.40 3180 191 5.00 4 40 0.020 5.00 0.50 2540 203 Высокотем- 6.00 4 40 0.024 6.00 0.60 2120 204 пературные 8.00 4 40 0.032 8.00 0.80 1590 204 сплавы никеля 10.00 4 40 0.038 10.00 1.00 1270 193 12.00 4 40 0.046 12.00 1.20 1060 195 16.00 4 40 0.054 16.00 1.60 730 171 20.00 4 40 0.066 20.00 2.00 630 166 В начале обработки рекомендуется сделать пробный проход при 85% Vc и 75% fz относительно указанных в таблицах с постепенным увеличениемскорости резания и скорости подачи до рекомендованных значений при устойчивой работе. Рекомендуется использовать динамически сбалансированные зажимные патроны высокой точности и жесткости. Если биение инструмента превышает 0,01 mm, рекомендуется произвести переналадку перед возобновлением обработки. Если ap =0,1*d1, fz = 75% от указанной в таблице.