Общий каталог OSG 2018 - 2019 - страница 328
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta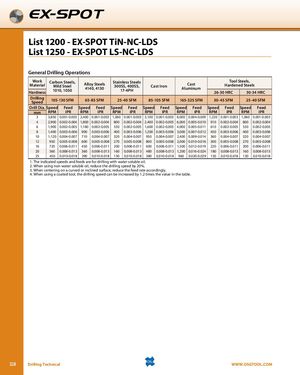
EX-SPOT List 1200 - EX-SPOT TiN-NC-LDS List 1250 - EX-SPOT LS-NC-LDS General Drilling Operations Work Carbon Steels,MaterialMild SteelHardness1010, 1050Alloy Steels4140, 4130Stainless Steels300SS, 400SS,17-4PHCast IronTool Steels,CastHardened SteelsAluminum26-30 HRC30-34 HRC DrillingSpeed105-130 SFM 65-85 SFM 25-40 SFM 85-105 SFM 165-325 SFM 30-45 SFM 25-40 SFM Drill Dia. Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed mm RPM IPR RPM IPR RPM IPR RPM IPR RPM IPR RPM IPR RPM IPR 3 3,850 0.001-0.003 2,400 0.001-0.003 1,060 0.001-0.003 3,100 0.001-0.003 8,000 0.004-0.009 1,220 0.001-0.003 1,060 0.001-0.003 4 2,900 0.002-0.004 1,800 0.002-0.004 800 0.002-0.004 2,400 0.002-0.005 6,000 0.005-0.010 910 0.002-0.004 800 0.002-0.004 6 1,900 0.002-0.005 1,180 0.002-0.005 530 0.002-0.005 1,600 0.002-0.005 4,000 0.005-0.011 610 0.002-0.005 530 0.002-0.005 8 1,400 0.003-0.006 900 0.003-0.006 400 0.003-0.006 1,200 0.003-0.006 3,000 0.007-0.012 450 0.003-0.006 400 0.003-0.006 10 1,120 0.004-0.007 710 0.004-0.007 320 0.004-0.007 950 0.004-0.007 2,400 0.009-0.014 360 0.004-0.007 320 0.004-0.007 12 950 0.005-0.008 600 0.005-0.008 270 0.005-0.008 800 0.005-0.008 2,000 0.010-0.016 300 0.005-0.008 270 0.005-0.008 16 720 0.006-0.011 450 0.006-0.011 200 0.006-0.011 600 0.006-0.011 1,500 0.012-0.019 220 0.006-0.011 200 0.006-0.011 20 560 0.008-0.013 360 0.008-0.013 160 0.008-0.013 480 0.008-0.013 1,200 0.016-0.024 180 0.008-0.013 160 0.008-0.013 25 450 0.010-0.018 290 0.010-0.018 130 0.010-0.018 380 0.010-0.018 960 0.020-0.029 150 0.010-0.018 130 0.010-0.018 1. The indicated speeds and feeds are for drilling with water soluble oil. 2. When using non-water soluble oil, reduce the drilling speed by 20%. 3. When centering on a curved or inclined surface, reduce the feed rate accordingly. 4. When using a coated tool, the drilling speed can be increased by 1.2 times the value in the table. 328 Drilling Technical WWW.OSGTOOL.COM