Общий каталог OSG 2018 - 2019 - страница 315
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta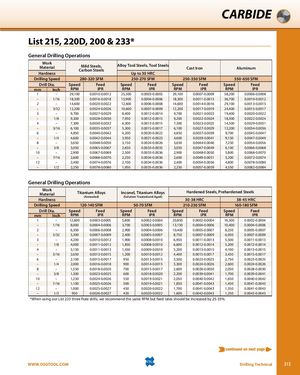
CARBIDE List 215, 220D, 200 & 233* General Drilling Operations WorkMaterial Mild Steels, Alloy Tool Steels, Tool SteelsCarbon Steels Cast Iron Aluminum Hardness Up to 30 HRC Drilling Speed 280-320 SFM 250-270 SFM 250-350 SFM 550-650 SFM Drill Dia. Speed Feed Speed Feed Speed Feed Speed Feed mm Inch RPM IPR RPM IPR RPM IPR RPM IPR 1 – 29,100 0.0010-0.0012 25,300 0.0003-0.0005 29,100 0.0007-0.0009 58,200 0.0006-0.0008 – 1/16 18,300 0.0016-0.0018 15,900 0.0004-0.0006 18,300 0.0011-0.0013 36,700 0.0010-0.0012 2 – 14,600 0.0020-0.0022 12,600 0.0006-0.0008 14,600 0.0014-0.0016 29,100 0.0013-0.0015 – 3/32 12,200 0.0024-0.0026 10,600 0.0007-0.0009 12,200 0.0017-0.0019 24,400 0.0015-0.0017 3 – 9,700 0.0027-0.0029 8,400 0.0012-0.0014 9,700 0.0021-0.0023 19,400 0.0020-0.0022 – 1/8 9,200 0.0028-0.0030 7,950 0.0012-0.0015 9,200 0.0022-0.0024 18,300 0.0022-0.0024 4 – 7,300 0.0030-0.0032 6,300 0.0013-0.0015 7,300 0.0023-0.0025 14,500 0.0029-0.0031 – 3/16 6,100 0.0035-0.0037 5,300 0.0015-0.0017 6,100 0.0027-0.0029 12,200 0.0034-0.0036 6 – 4,850 0.0040-0.0042 4,200 0.0020-0.0022 4,850 0.0037-0.0039 9,700 0.0045-0.0047 – 1/4 4,600 0.0042-0.0044 3,950 0.0021-0.0023 4,600 0.0039-0.0041 9,150 0.0047-0.0049 8 – 3,650 0.0048-0.0050 3,150 0.0024-0.0026 3,650 0.0044-0.0046 7,250 0.0054-0.0056 – 3/8 3,050 0.0065-0.0067 2,650 0.0033-0.0035 3,050 0.0047-0.0049 6,100 0.0066-0.0068 10 – 2,900 0.0067-0.0069 2,500 0.0033-0.0036 2,900 0.0048-0.0050 5,800 0.0068-0.0070 – 7/16 2,600 0.0068-0.0070 2,250 0.0034-0.0036 2,600 0.0049-0.0051 5,200 0.0072-0.0074 12 – 2,400 0.0074-0.0076 2,100 0.0034-0.0036 2,400 0.0054-0.0056 4,800 0.0078-0.0080 – 1/2 2,250 0.0078-0.0080 1,950 0.0035-0.0036 2,250 0.0057-0.0059 4,550 0.0082-0.0084 General Drilling Operations WorkMaterial Titanium Alloys Inconel, Titanium Alloys Hardened Steels, Prehardened Steels (Annealed) (Solution Treated and Aged) Hardness 30-38 HRC 38-45 HRC Drilling Speed 120-140 SFM 50-70 SFM 210-230 SFM 160-180 SFM Drill Dia. Speed Feed Speed Feed Speed Feed Speed Feed mm Inch RPM IPR RPM IPR RPM IPR RPM IPR 1 – 12,600 0.0003-0.0005 5,800 0.0002-0.0004 20,850 0.0002-0.0004 16,500 0.0002-0.0004 – 1/16 8,000 0.0004-0.0006 3,700 0.0003-0.0005 13,150 0.0004-0.0006 10,400 0.0004-0.0006 2 – 6,300 0.0006-0.0008 2,900 0.0004-0.0006 10,400 0.0005-0.0007 8,250 0.0005-0.0007 – 3/32 5,300 0.0007-0.0009 2,400 0.0005-0.0007 8,750 0.0007-0.0009 6,950 0.0007-0.0009 3 – 4,200 0.0010-0.0012 1,900 0.0008-0.0010 6,950 0.0011-0.0013 5,500 0.0011-0.0013 – 1/8 4,000 0.0011-0.0012 1,850 0.0008-0.0010 6,600 0.0012-0.0014 5,200 0.0012-0.0014 4 – 3,150 0.0011-0.0013 1,450 0.0009-0.0010 5,200 0.0013-0.0015 4,100 0.0013-0.0015 – 3/16 2,650 0.0013-0.0015 1,200 0.0010-0.0012 4,400 0.0015-0.0017 3,450 0.0015-0.0017 6 – 2,100 0.0015-0.0017 950 0.0013-0.0015 3,500 0.0023-0.0025 2,750 0.0023-0.0025 – 1/4 2,000 0.0016-0.0018 900 0.0014-0.0015 3,300 0.0024-0.0026 2,600 0.0024-0.0026 8 – 1,550 0.0018-0.0020 700 0.0015-0.0017 2,600 0.0028-0.0030 2,050 0.0028-0.0030 – 3/8 1,300 0.0023-0.0025 600 0.0018-0.0020 2,200 0.0039-0.0041 1,700 0.0039-0.0041 10 – 1,250 0.0024-0.0026 550 0.0019-0.0021 2,050 0.0040-0.0042 1,650 0.0040-0.0042 – 7/16 1,100 0.0025-0.0026 500 0.0019-0.0021 1,850 0.0041-0.0043 1,450 0.0041-0.0043 12 – 1,000 0.0025-0.0027 450 0.0020-0.0022 1,700 0.0041-0.0043 1,350 0.0041-0.0043 – 1/2 950 0.0026-0.0027 420 0.0020-0.0022 1,600 0.0042-0.0043 1,250 0.0042-0.0043 *When using our List 233 three flute drills, we recommend the same RPM but feed rates should be increased by 25-35%. WWW.OSGTOOL.COM Drilling Technical 315