Общий каталог OSG 2018 - 2019 - страница 307
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta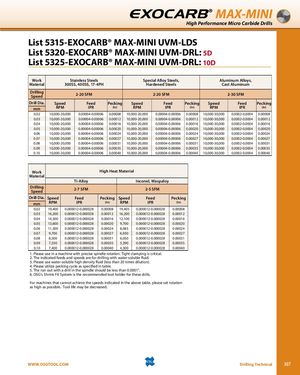
EXOCARB® MAX-MINI High Performance Micro Carbide Drills List 5315-EXOCARB® MAX-MINI UVM-LDS List 5320-EXOCARB® MAX-MINI UVM-DRL: 5D List 5325-EXOCARB® MAX-MINI UVM-DRL: 10D Work Stainless Steels Special Alloy Steels, Aluminum Alloys, Material 300SS, 400SS, 17-4PH Hardened Steels Cast Aluminum DrillingSpeed 2-20 SFM 2-20 SFM 2-30 SFM Drill Dia. Speed Feed Pecking Speed Feed Pecking Speed Feed Pecking mm RPM IPR (In) RPM IPR (In) RPM IPR (In) 0.02 10,000-20,000 0.00004-0.00006 0.00008 10,000-20,000 0.00004-0.00006 0.00008 10,000-30,000 0.0002-0.0004 0.00008 0.03 10,000-20,000 0.00004-0.00006 0.00012 10,000-20,000 0.00004-0.00006 0.00012 10,000-30,000 0.0002-0.0004 0.00012 0.04 10,000-20,000 0.00004-0.00006 0.00016 10,000-20,000 0.00004-0.00006 0.00016 10,000-30,000 0.0002-0.0004 0.00016 0.05 10,000-20,000 0.00004-0.00006 0.00020 10,000-20,000 0.00004-0.00006 0.00020 10,000-30,000 0.0002-0.0004 0.00020 0.06 10,000-20,000 0.00004-0.00006 0.00024 10,000-20,000 0.00004-0.00006 0.00024 10,000-30,000 0.0002-0.0004 0.00024 0.07 10,000-20,000 0.00004-0.00006 0.00027 10,000-20,000 0.00004-0.00006 0.00027 10,000-30,000 0.0002-0.0004 0.00027 0.08 10,000-20,000 0.00004-0.00006 0.00031 10,000-20,000 0.00004-0.00006 0.00031 10,000-30,000 0.0002-0.0004 0.00031 0.09 10,000-20,000 0.00004-0.00006 0.00035 10,000-20,000 0.00004-0.00006 0.00035 10,000-30,000 0.0002-0.0004 0.00035 0.10 10,000-20,000 0.00004-0.00006 0.00040 10,000-20,000 0.00004-0.00006 0.00040 10,000-30,000 0.0002-0.0004 0.00040 Work High Heat Material Material Ti-Alloy Inconel, Waspaloy DrillingSpeed 2-7 SFM 2-5 SFM Drill Dia. Speed Feed Pecking Speed Feed Pecking mm RPM IPR (In) RPM IPR (In) 0.02 19,400 0.000012-0.000028 0.00008 19,405 0.000012-0.000028 0.00008 0.03 16,200 0.000012-0.000028 0.00012 16,200 0.000012-0.000028 0.00012 0.04 14,500 0.000012-0.000028 0.00016 12,100 0.000012-0.000028 0.00016 0.05 13,600 0.000012-0.000028 0.00020 9,700 0.000012-0.000028 0.00020 0.06 11,300 0.000012-0.000028 0.00024 8,085 0.000012-0.000028 0.00024 0.07 9,700 0.000012-0.000028 0.00027 6,930 0.000012-0.000028 0.00027 0.08 8,500 0.000012-0.000028 0.00031 6,050 0.000012-0.000028 0.00031 0.09 7,550 0.000012-0.000028 0.00035 5,390 0.000012-0.000028 0.00035 0.10 7,400 0.000012-0.000028 0.00040 4,300 0.000012-0.000028 0.00040 1. Please use in a machine with precise spindle rotation. Tight clamping is critical. 2. The indicated feeds and speeds are for drilling with water-soluble fluid. 3. Please use water-soluble high density fluid (less than 20 times dilution). 4. Please utilize pecking cycle as specified in table. 5. The run out with a drill in the spindle should be less than 0.0001”. 6. OSG’s Shrink Fit System is the recommended tool holder for these drills. For machines that cannot achieve the speeds indicated in the above table, please set rotation as high as possible. Tool life may be decreased. WWW.OSGTOOL.COM Drilling Technical 307