Общий каталог OSG 2018 - 2019 - страница 1110
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta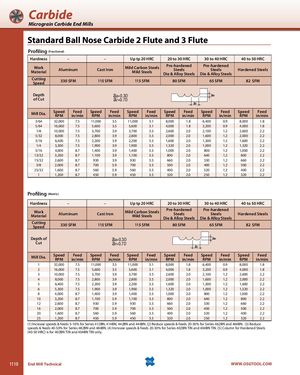
Carbide Micrograin Carbide End Mills Standard Ball Nose Carbide 2 Flute and 3 Flute Profiling (Fractional) Hardness – – Up tp 20 HRC 20 to 30 HRC 30 to 40 HRC 40 to 50 HRC WorkMaterial Aluminum Cast Iron Mild Carbon SteelsMild SteelsPre-hardenedSteelsDie & Alloy SteelsPre-hardenedSteelsDie & Alloy SteelsHardened Steels CuttingSpeed 330 SFM 115 SFM 115 SFM 80 SFM 65 SFM 82 SFM Depthof Cut aaar==00..73DD Mill Dia. SpeedRPM Feedin/minSpeedRPM Feedin/min SpeedRPM Feedin/minSpeedRPM Feedin/minSpeedRPM Feedin/minSpeedRPM Feedin/min 3/64 32,000 7.5 11,000 3.5 11,000 3.1 8,000 1.8 6,400 0.9 8,000 1.8 5/64 16,000 7.5 5,600 3.5 5,600 3.1 4,000 1.8 3,200 0.9 4,000 1.8 1/8 10,000 7.5 3,700 3.9 3,700 3.5 2,600 2.0 2,100 1.2 2,600 2.2 5/32 8,000 7.5 2,800 3.9 2,800 3.5 2,000 2.0 1,600 1.2 2,000 2.2 3/16 6,400 7.5 2,200 3.9 2,200 3.5 1,600 2.0 1,300 1.2 1,600 2.2 1/4 5,300 7.5 1,900 3.9 1,900 3.5 1,320 2.0 1,000 1.2 1,320 2.2 5/16 4,000 8.7 1,400 3.9 1,400 3.5 1,000 2.0 800 1.2 1,000 2.2 13/32 3,200 8.7 1,100 3.9 1,100 3.5 800 2.0 640 1.2 800 2.2 15/32 2,600 8.7 930 3.9 930 3.5 660 2.0 530 1.2 660 2.2 5/8 2,000 8.7 700 3.9 700 3.5 500 2.0 400 1.2 500 2.2 25/32 1,600 8.7 560 3.9 560 3.5 400 2.0 320 1.2 400 2.2 1 1,200 8.7 450 3.9 450 3.5 320 2.0 250 1.2 320 2.2 Profiling (Metric) Hardness – – Up tp 20 HRC 20 to 30 HRC 30 to 40 HRC 40 to 50 HRC WorkMaterial Aluminum Cast Iron Mild Carbon SteelsMild SteelsPre-hardenedSteelsDie & Alloy SteelsPre-hardenedSteelsDie & Alloy SteelsHardened Steels CuttingSpeed 330 SFM 115 SFM 115 SFM 80 SFM 65 SFM 82 SFM Depth ofCut aaar==00..73DD Mill Dia. SpeedRPM Feedin/minSpeedRPM Feedin/min SpeedRPM Feedin/minSpeedRPM Feedin/minSpeedRPM Feedin/minSpeedRPM Feedin/min 1 32,000 7.5 11,000 3.5 11,000 3.1 8,000 1.8 6,400 0.9 8,000 1.8 2 16,000 7.5 5,600 3.5 5,600 3.1 4,000 1.8 3,200 0.9 4,000 1.8 3 10,000 7.5 3,700 3.9 3,700 3.5 2,600 2.0 2,100 1.2 2,600 2.2 4 8,000 7.5 2,800 3.9 2,800 3.5 2,000 2.0 1,600 1.2 2,000 2.2 5 6,400 7.5 2,200 3.9 2,200 3.5 1,600 2.0 1,300 1.2 1,600 2.2 6 5,300 7.5 1,900 3.9 1,900 3.5 1,320 2.0 1,000 1.2 1,320 2.2 8 4,000 8.7 1,400 3.9 1,400 3.5 1,000 2.0 800 1.2 1,000 2.2 10 3,200 8.7 1,100 3.9 1,100 3.5 800 2.0 640 1.2 800 2.2 12 2,600 8.7 930 3.9 930 3.5 660 2.0 530 1.2 660 2.2 16 2,000 8.7 700 3.9 700 3.5 500 2.0 400 1.2 500 2.2 20 1,600 8.7 560 3.9 560 3.5 400 2.0 320 1.2 400 2.2 25 1,200 8.7 450 3.9 450 3.5 320 2.0 250 1.2 320 2.2 (1) Increase speeds & feeds 5-10% for Series 412BN, 414BN, 442BN and 444BN. (2) Reduce speeds & feeds 20-30% for Series 462BN and 464BN. (3) Reduce speeds & feeds 40-50% for Series 482BN and 484BN. (4) Increase speeds & feeds 20-30% for Series 402BN TiN and 404BN TiN. (5) Column for Hardened Steels (40-50 HRC) is for 402BN TiN and 404BN TiN only. 1110 End Mill Technical WWW.OSGTOOL.COM