Общий каталог OSG 2018 - 2019 - страница 1055
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta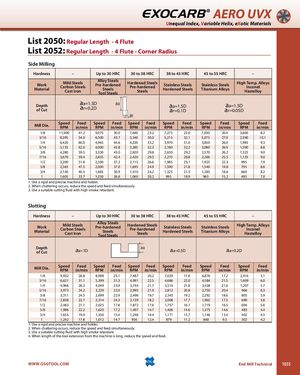
EXOCARB® AERO UVX Unequal Index, Variable Helix, eXotic Materials List 2050: Regular Length - 4 Flute List 2052: Regular Length - 4 Flute - Corner Radius Side Milling Hardness – Up to 30 HRC 30 to 38 HRC 38 to 45 HRC 45 to 55 HRC – WorkMaterial Mild SteelsCarbon SteelsCast IronAlloy SteelsPre-hardenedSteelsTool SteelsHardened SteelsPre-hardenedSteelsStainless SteelsHardened SteelsStainless SteelsTitanium AlloysHigh Temp. AlloysInconelHastelloy Depthof Cut aa=1.5Dar=0.2D aa=1.5Dar=0.1D aa=1.5Dar=0.05D Mill Dia. Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed Speed FeedRPMin/minRPMin/minRPMin/minRPMin/minRPMin/minRPMin/min 1/8 11,900 41.2 9,075 30.0 7,640 23.2 7,275 23.0 7,030 20.4 3,600 8.2 3/16 8,395 54.0 6,500 43.7 5,540 30.0 5,215 32.1 5,075 27.9 2,590 10.1 1/4 6,420 60.0 4,965 44.6 4,220 33.2 3,970 31.0 3,850 26.0 1,985 9.3 5/16 5,135 62.0 4,000 43.8 3,385 32.3 3,180 32.2 3,080 26.9 1,590 8.8 3/8 4,280 59.5 3,330 43.0 2,820 29.8 2,650 29.2 2,570 26.2 1,325 9.0 7/16 3,670 59.4 2,855 42.4 2,420 29.5 2,270 28.8 2,200 25.5 1,135 9.0 1/2 3,200 51.8 2,500 37.2 2,115 26.6 1,985 25.1 1,925 22.3 995 7.9 5/8 2,565 47.5 2,000 37.0 1,695 24.9 1,590 21.8 1,540 19.8 795 8.6 3/4 2,140 40.5 1,665 30.9 1,410 24.2 1,325 21.5 1,285 18.6 660 8.2 1 1,605 33.7 1,250 26.6 1,060 20.2 995 18.9 965 15.2 495 7.0 1. Use a rigid and precise machine and holder. 2. When chattering occurs, reduce the speed and feed simultaneously. 3. Use a suitable cutting fluid with high smoke retardant. Slotting Hardness – Up to 30 HRC 30 to 38 HRC 38 to 45 HRC 45 to 55 HRC – WorkMaterial Mild SteelsCarbon SteelsCast IronAlloy SteelsPre-hardenedSteelsTool SteelsHardened SteelsPre-hardenedSteelsStainless SteelsHardened SteelsStainless SteelsTitanium AlloysHigh Temp. AlloysInconelHastelloy Depthof Cut aa=1D aa=0.5D aa=0.2D Mill Dia. Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed Speed FeedRPMin/minRPMin/minRPMin/minRPMin/minRPMin/minRPMin/min 1/8 9,932 26.8 8,098 25.1 7,487 20.2 7,029 17.6 6,876 17.2 2,414 5.1 3/16 6,621 31.1 5,399 31.3 4,991 22.5 4,686 22.0 4,584 21.5 1,609 6.0 1/4 4,966 28.3 4,049 23.9 3,744 21.7 3,514 21.8 3,438 21.0 1,207 5.7 5/16 3,973 24.2 3,239 22.0 2,995 21.9 2,812 20.8 2,750 20.4 966 6.3 3/8 3,311 24.5 2,699 22.9 2,496 19.7 2,343 19.2 2,292 18.6 805 5.9 7/16 2,838 22.7 2,314 24.3 2,139 18.2 2,008 17.7 1,965 17.5 690 5.8 1/2 2,483 21.1 2,025 17.8 1,872 17.6 1,757 16.7 1,719 16.5 604 5.6 5/8 1,986 22.2 1,620 17.2 1,497 14.7 1,406 14.6 1,375 14.6 483 4.4 3/4 1,655 19.9 1,350 15.4 1,248 14.4 1,171 13.7 1,146 13.4 402 4.5 1 1,242 17.8 1,012 14.7 936 12.4 879 11.2 860 9.3 302 4.2 1. Use a rigid and precise machine and holder. 2. When chattering occurs, reduce the speed and feed simultaneously. 3. Use a suitable cutting fluid with high smoke retardant. 4. When length of the tool extension from the machine is long, reduce the speed and feed. WWW.OSGTOOL.COM End Mill Technical 1055