Общий каталог OSG 2018 - 2019 - страница 1005
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta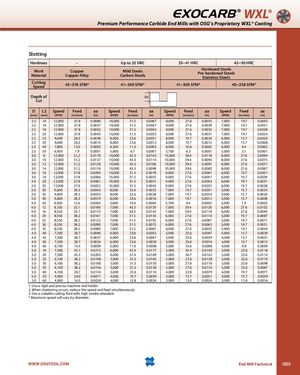
EXOCARB® WXL® Premium Performance Carbide End Mills with OSG’s Proprietary WXL® Coating Slotting Hardness – Up to 32 HRC 33~41 HRC 42~50 HRC Work Copper Mild SteelsMaterialCopper AlloyCarbon Steels Hardened SteelsPre-hardened SteelsStainless Steels CuttingSpeed 45~376 SFM* 41~309 SFM* 41~309 SFM* 40~258 SFM* Depth of Cut D L2 Speed Feed aa Speed Feed aa Speed Feed aa Speed Feed aa (mm) (mm) (RPM) (in/min) (in) (RPM) (in/min) (in) (RPM) (in/min) (in) (RPM) (in/min) (in) 2.5 14 12,000 37.8 0.0080 10,000 31.5 0.0067 9,000 27.6 0.0055 7,000 19.7 0.0043 2.5 16 12,000 37.8 0.0057 10,000 31.5 0.0047 9,000 27.6 0.0039 7,000 19.7 0.0031 2.5 18 12,000 37.8 0.0052 10,000 31.5 0.0043 9,000 27.6 0.0035 7,000 19.7 0.0028 2.5 20 12,000 37.8 0.0043 10,000 31.5 0.0035 9,000 27.6 0.0031 7,000 19.7 0.0024 2.5 25 9,600 28.3 0.0038 8,000 23.6 0.0031 8,000 19.7 0.0024 6,000 15.7 0.0020 2.5 30 9,600 28.3 0.0014 8,000 23.6 0.0012 8,000 19.7 0.0012 6,000 15.7 0.0008 2.5 40 7,800 13.0 0.0003 6,500 11.0 0.0003 6,000 10.6 0.0002 6,000 9.4 0.0002 2.5 50 6,950 7.9 0.0001 5,800 6.7 0.0001 5,700 6.3 0.0001 5,000 5.1 0.0001 3.0 8 12,000 51.2 0.0170 10,000 43.3 0.0142 10,000 39.4 0.0118 8,000 27.6 0.0094 3.0 10 12,000 51.2 0.0137 10,000 43.3 0.0114 10,000 39.4 0.0094 8,000 27.6 0.0075 3.0 12 12,000 51.2 0.0128 10,000 43.3 0.0106 10,000 39.4 0.0091 8,000 27.6 0.0071 3.0 14 12,000 51.2 0.0118 10,000 43.3 0.0098 10,000 39.4 0.0083 8,000 27.6 0.0067 3.0 16 12,000 37.8 0.0094 10,000 31.5 0.0079 9,000 27.6 0.0067 6,000 19.7 0.0051 3.0 18 12,000 37.8 0.0066 10,000 31.5 0.0055 9,000 27.6 0.0047 6,000 19.7 0.0039 3.0 20 12,000 37.8 0.0061 10,000 31.5 0.0051 9,000 27.6 0.0043 6,000 19.7 0.0031 3.0 25 12,000 37.8 0.0052 10,000 31.5 0.0043 9,000 27.6 0.0035 6,000 19.7 0.0028 3.0 30 9,600 28.3 0.0043 8,000 23.6 0.0035 7,000 19.7 0.0031 5,000 15.7 0.0024 3.0 35 9,600 28.3 0.0033 8,000 23.6 0.0028 7,000 19.7 0.0024 5,000 15.7 0.0020 3.0 40 9,600 28.3 0.0019 8,000 23.6 0.0016 7,000 19.7 0.0012 5,000 15.7 0.0008 3.0 50 6,950 12.6 0.0004 5,800 10.6 0.0004 5,700 9.4 0.0002 5,000 7.9 0.0002 4.0 12 8,550 53.1 0.0180 7,000 43.3 0.0150 7,000 39.4 0.0126 6,000 27.6 0.0102 4.0 16 8,550 53.1 0.0170 7,000 43.3 0.0142 7,000 39.4 0.0118 6,000 27.6 0.0094 4.0 20 8,550 38.2 0.0161 7,000 31.5 0.0134 6,000 27.6 0.0110 5,000 19.7 0.0087 4.0 25 8,550 38.2 0.0123 7,000 31.5 0.0102 6,000 27.6 0.0087 5,000 19.7 0.0071 4.0 30 8,550 38.2 0.0090 7,000 31.5 0.0075 6,000 27.6 0.0063 5,000 19.7 0.0051 4.0 35 8,550 38.2 0.0080 7,000 31.5 0.0067 6,000 27.6 0.0055 5,000 19.7 0.0043 4.0 40 7,300 28.7 0.0066 6,000 23.6 0.0055 5,000 23.6 0.0047 4,000 15.7 0.0039 4.0 45 7,300 28.7 0.0057 6,000 23.6 0.0047 5,000 23.6 0.0039 4,000 15.7 0.0031 4.0 50 7,300 28.7 0.0024 6,000 23.6 0.0020 5,000 23.6 0.0016 4,000 15.7 0.0012 4.0 60 6,100 13.4 0.0009 5,000 11.0 0.0008 5,000 10.6 0.0008 4,000 9.8 0.0004 5.0 16 7,300 53.1 0.0213 6,000 43.3 0.0177 5,000 35.4 0.0150 5,000 23.6 0.0118 5.0 20 7,300 45.3 0.0203 6,000 37.4 0.0169 5,000 30.7 0.0142 5,000 23.6 0.0114 5.0 25 6,100 38.2 0.0198 5,000 31.5 0.0165 5,000 27.6 0.0138 5,000 23.6 0.0110 5.0 30 6,100 38.2 0.0180 5,000 31.5 0.0150 5,000 27.6 0.0118 5,000 23.6 0.0098 5.0 35 6,100 38.2 0.0156 5,000 31.5 0.0130 5,000 27.6 0.0110 5,000 23.6 0.0087 5.0 40 6,100 28.7 0.0134 5,000 23.6 0.0110 4,000 22.8 0.0079 4,000 19.7 0.0071 5.0 50 4,900 24.0 0.0071 4,000 19.7 0.0059 3,000 15.7 0.0051 3,000 15.7 0.0039 5.0 60 4,900 16.5 0.0028 4,000 13.8 0.0024 3,000 13.0 0.0024 3,000 11.8 0.0016 1. Use a rigid and precise machine and holder. 2. When chattering occurs, reduce the speed and feed simultaneously. 3. Use a suitable cutting fluid with high smoke retardant. * Maximum speed will vary by diameter. WWW.OSGTOOL.COM End Mill Technical 1005