Общий каталог Osawa 2021 - страница 166
Навигация
 Общий каталог Osawa 2018
Общий каталог Osawa 2018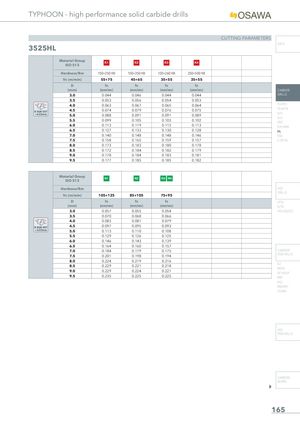
TYPHOON - high performance solid carbide drills CUTTING PARAMETERS INFO 3525HL Material GroupISO 513 K1 K2 K3 K4 Hardness/Rm 150÷250 HB 150÷350 HB 120÷260 HB 250÷500 HB Vc (m/min) 55÷75 45÷65 35÷55 35÷55 D fn fn fn fn (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE 3.0 0.044 0.046 0.044 0.044 DRILLS 3.5 0.053 0.056 0.054 0.053 4.0 0.063 0.067 0.065 0.064 PU-HPU Ø RUN OUT 4.5 0.074 0.079 0.076 0.075<0.02mm5.00.0880.0910.0910.089 TA-4HTASUH ALH 5.5 0.099 0.105 0.103 0.102 HRC 6.0 0.113 0.119 0.115 0.113 SUH MINI 6.5 0.127 0.133 0.130 0.128 HL 7.0 0.140 0.148 0.148 0.146 HSD 7.5 0.158 0.165 0.159 0.157 C-SD-TA 8.0 0.173 0.183 0.180 0.178 8.5 0.172 0.184 0.182 0.179 9.0 0.178 0.184 0.183 0.181 9.5 0.177 0.185 0.185 0.182 Material GroupISO 513 N1 N2 N3 N4 Hardness/Rm HSS DRILLS Vc (m/min) 105÷125 85÷105 75÷95 D fn fn fn LFTA (mm) (mm/rev) (mm/rev) (mm/rev) SUTA 3.0 0.057 0.055 0.054 HSS-HSS/CO 3.5 0.070 0.068 0.066 4.0 0.083 0.081 0.079 Ø RUN OUT 4.5 0.097 0.095 0.093 <0.02mm 5.0 0.113 0.110 0.108 5.5 0.129 0.126 0.125 6.0 0.146 0.143 0.139 6.5 0.164 0.160 0.157 7.0 0.184 0.179 0.175 CARBIDE 7.5 0.201 0.198 0.194 END-MILLS 8.0 0.224 0.219 0.216 8.5 0.229 0.221 0.218 G2 MDTA 9.0 0.229 0.224 0.221 HF VH/UP 9.5 0.235 0.225 0.225 MEF ALU MEX/MH UH/MH HSS END-MILLS CARBIDE BURRS 165