Общий каталог Osawa 2018 - страница 694
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021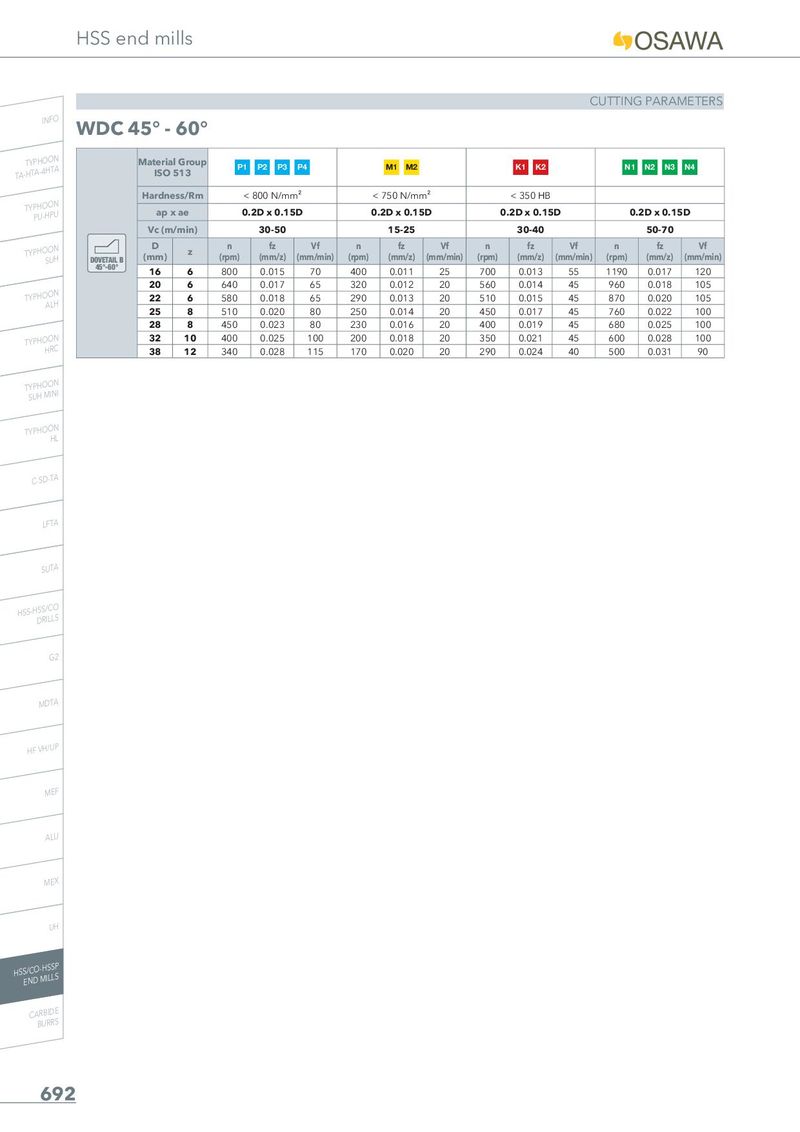
HSS end mills CUTTING PARAMETERS INFO WDC 45° - 60° TA-THYTPAH-4OHOTNA Material Group P1 P2 P3 P4 M1 M2 K1 K2 N1 N2 N3 N4 ISO 513 Hardness/Rm < 800 N/mm² < 750 N/mm² < 350 HB TYPPHUO-HOPNU ap x ae 0.2D x 0.15D 0.2D x 0.15D 0.2D x 0.15D 0.2D x 0.15D Vc (m/min) 30-50 15-25 30-40 50-70 TYPHOSOUNH D z n fz Vf n fz Vf n fz Vf n fz Vf DOVETAIL B (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 45°-60° 16 6 800 0.015 70 400 0.011 25 700 0.013 55 1190 0.017 120 20 6 640 0.017 65 320 0.012 20 560 0.014 45 960 0.018 105 TYPHOAOLNH 22 6 580 0.018 65 290 0.013 20 510 0.015 45 870 0.020 105 25 8 510 0.020 80 250 0.014 20 450 0.017 45 760 0.022 100 28 8 450 0.023 80 230 0.016 20 400 0.019 45 680 0.025 100 TYPHOHORNC 32 10 400 0.025 100 200 0.018 20 350 0.021 45 600 0.028 100 38 12 340 0.028 115 170 0.020 20 290 0.024 40 500 0.031 90 TSYUPHHOMOINNI TYPHOOHNL C-SD-TA LFTA SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 692