Общий каталог Osawa 2018 - страница 666
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021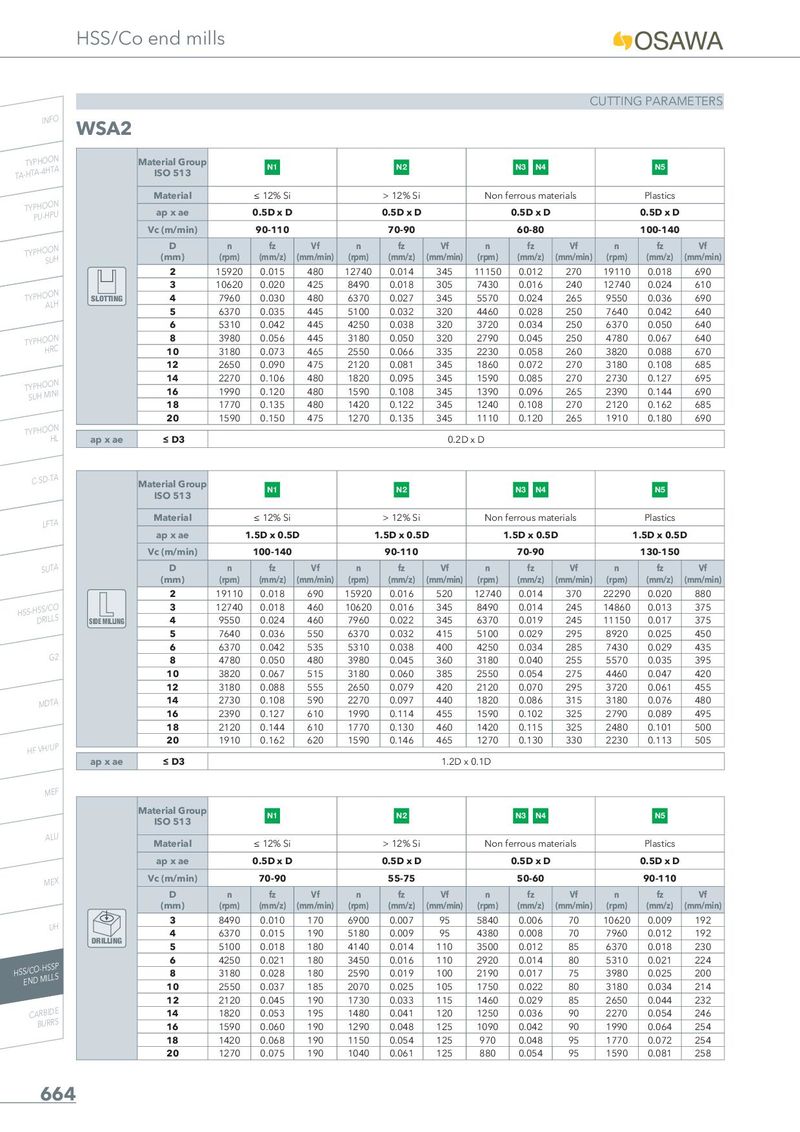
HSS/Co end mills CUTTING PARAMETERS INFO WSA2 TA-THYTPAH-4OHOTNA Material Group N1 N2 N3 N4 N5 ISO 513 Material ≤ 12% Si > 12% Si Non ferrous materials Plastics TYPPHUO-HOPNU ap x ae 0.5D x D 0.5D x D 0.5D x D 0.5D x D Vc (m/min) 90-110 70-90 60-80 100-140 TYPHOSOUNH D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 2 15920 0.015 480 12740 0.014 345 11150 0.012 270 19110 0.018 690 3 10620 0.020 425 8490 0.018 305 7430 0.016 240 12740 0.024 610 TYPHOAOLNH SLOTTING 4 7960 0.030 480 6370 0.027 345 5570 0.024 265 9550 0.036 690 5 6370 0.035 445 5100 0.032 320 4460 0.028 250 7640 0.042 640 6 5310 0.042 445 4250 0.038 320 3720 0.034 250 6370 0.050 640 TYPHOHORNC 8 3980 0.056 445 3180 0.050 320 2790 0.045 250 4780 0.067 640 10 3180 0.073 465 2550 0.066 335 2230 0.058 260 3820 0.088 670 12 2650 0.090 475 2120 0.081 345 1860 0.072 270 3180 0.108 685 TSYUPHHOMOINNI 14 2270 0.106 480 1820 0.095 345 1590 0.085 270 2730 0.127 695 16 1990 0.120 480 1590 0.108 345 1390 0.096 265 2390 0.144 690 18 1770 0.135 480 1420 0.122 345 1240 0.108 270 2120 0.162 685 20 1590 0.150 475 1270 0.135 345 1110 0.120 265 1910 0.180 690 TYPHOOHNL ap x ae ≤ D3 0.2D xD C-SD-TA Material Group ISO 513 N1 N2 N3 N4 N5 LFTA Material ≤ 12% Si > 12% Si Non ferrous materials Plastics ap x ae 1.5D x 0.5D 1.5D x 0.5D 1.5D x 0.5D 1.5D x 0.5D Vc (m/min) 100-140 90-110 70-90 130-150 SUTA D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 2 19110 0.018 690 15920 0.016 520 12740 0.014 370 22290 0.020 880 HSS-HDSSR/ILCLOS 3 12740 0.018 460 10620 0.016 345 8490 0.014 245 14860 0.013 375 SIDE MILLING 4 9550 0.024 460 7960 0.022 345 6370 0.019 245 11150 0.017 375 5 7640 0.036 550 6370 0.032 415 5100 0.029 295 8920 0.025 450 6 6370 0.042 535 5310 0.038 400 4250 0.034 285 7430 0.029 435 G2 8 4780 0.050 480 3980 0.045 360 3180 0.040 255 5570 0.035 395 10 3820 0.067 515 3180 0.060 385 2550 0.054 275 4460 0.047 420 12 3180 0.088 555 2650 0.079 420 2120 0.070 295 3720 0.061 455 MDTA 14 2730 0.108 590 2270 0.097 440 1820 0.086 315 3180 0.076 480 16 2390 0.127 610 1990 0.114 455 1590 0.102 325 2790 0.089 495 18 2120 0.144 610 1770 0.130 460 1420 0.115 325 2480 0.101 500 HF VH/UP 20 1910 0.162 620 1590 0.146 465 1270 0.130 330 2230 0.113 505 ap x ae ≤ D3 1.2D x 0.1D MEF Material Group N1 N2 N3 N4 N5 ISO 513 ALU Material ≤ 12% Si > 12% Si Non ferrous materials Plastics ap x ae 0.5D x D 0.5D x D 0.5D x D 0.5D x D MEX Vc (m/min) 70-90 55-75 50-60 90-110 D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) UH 3 8490 0.010 170 6900 0.007 95 5840 0.006 70 10620 0.009 192 DRILLING 4 6370 0.015 190 5180 0.009 95 4380 0.008 70 7960 0.012 192 5 5100 0.018 180 4140 0.014 110 3500 0.012 85 6370 0.018 230 HSSE/NCDO-MHISLSLPS 6 4250 0.021 180 3450 0.016 110 2920 0.014 80 5310 0.021 224 8 3180 0.028 180 2590 0.019 100 2190 0.017 75 3980 0.025 200 10 2550 0.037 185 2070 0.025 105 1750 0.022 80 3180 0.034 214 12 2120 0.045 190 1730 0.033 115 1460 0.029 85 2650 0.044 232 CARBIDE 14 1820 0.053 195 1480 0.041 120 1250 0.036 90 2270 0.054 246 BURRS 16 1590 0.060 190 1290 0.048 125 1090 0.042 90 1990 0.064 254 18 1420 0.068 190 1150 0.054 125 970 0.048 95 1770 0.072 254 20 1270 0.075 190 1040 0.061 125 880 0.054 95 1590 0.081 258 664