Общий каталог Osawa 2018 - страница 664
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021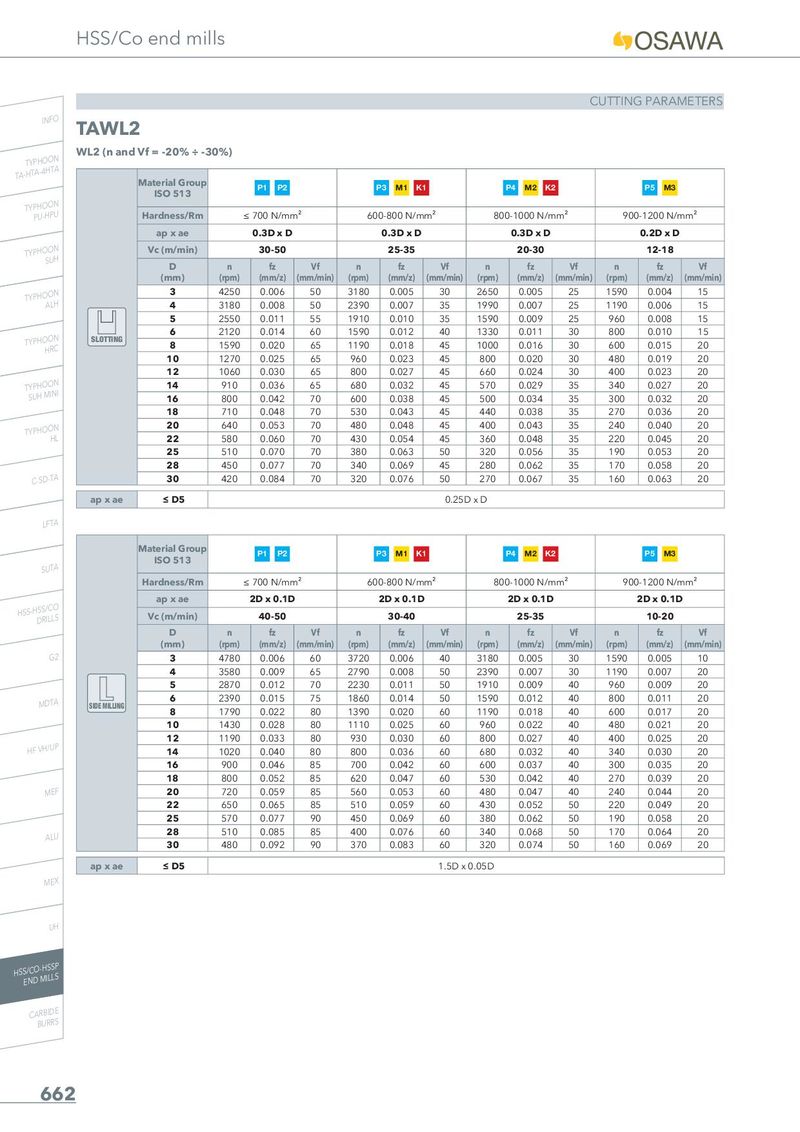
HSS/Co end mills CUTTING PARAMETERS INFO TAWL2 TA-THYTPAH-4OHOTNA WL2 (n and Vf = -20% ÷ -30%) Material Group P1 P2 P3 M1 K1 P4 M2 K2 P5 M3 ISO 513 TYPPHUO-HOPNU Hardness/Rm ≤ 700 N/mm² 600-800 N/mm² 800-1000 N/mm² 900-1200 N/mm² ap x ae 0.3D x D 0.3D x D 0.3D x D 0.2D x D TYPHOSOUNH Vc (m/min) 30-50 25-35 20-30 12-18 D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) TYPHOAOLNH 3 4250 0.006 50 3180 0.005 30 2650 0.005 25 1590 0.004 15 4 3180 0.008 50 2390 0.007 35 1990 0.007 25 1190 0.006 15 5 2550 0.011 55 1910 0.010 35 1590 0.009 25 960 0.008 15 TYPHOHORNC SLOTTING 6 2120 0.014 60 1590 0.012 40 1330 0.011 30 800 0.010 15 8 1590 0.020 65 1190 0.018 45 1000 0.016 30 600 0.015 20 10 1270 0.025 65 960 0.023 45 800 0.020 30 480 0.019 20 12 1060 0.030 65 800 0.027 45 660 0.024 30 400 0.023 20 TSYUPHHOMOINNI 14 910 0.036 65 680 0.032 45 570 0.029 35 340 0.027 20 16 800 0.042 70 600 0.038 45 500 0.034 35 300 0.032 20 18 710 0.048 70 530 0.043 45 440 0.038 35 270 0.036 20 TYPHOOHNL 20 640 0.053 70 480 0.048 45 400 0.043 35 240 0.040 20 22 580 0.060 70 430 0.054 45 360 0.048 35 220 0.045 20 25 510 0.070 70 380 0.063 50 320 0.056 35 190 0.053 20 28 450 0.077 70 340 0.069 45 280 0.062 35 170 0.058 20 C-SD-TA 30 420 0.084 70 320 0.076 50 270 0.067 35 160 0.063 20 ap x ae ≤ D5 0.25D xD LFTA Material Group P1 P2 P3 M1 K1 P4 M2 K2 P5 M3 SUTA ISO 513 Hardness/Rm ≤ 700 N/mm² 600-800 N/mm² 800-1000 N/mm² 900-1200 N/mm² HSS-HDSSR/ILCLOS ap x ae 2D x 0.1D 2D x 0.1D 2D x 0.1D 2D x 0.1D Vc (m/min) 40-50 30-40 25-35 10-20 D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) G2 3 4780 0.006 60 3720 0.006 40 3180 0.005 30 1590 0.005 10 4 3580 0.009 65 2790 0.008 50 2390 0.007 30 1190 0.007 20 5 2870 0.012 70 2230 0.011 50 1910 0.009 40 960 0.009 20 MDTA SIDE MILLING 6 2390 0.015 75 1860 0.014 50 1590 0.012 40 800 0.011 20 8 1790 0.022 80 1390 0.020 60 1190 0.018 40 600 0.017 20 10 1430 0.028 80 1110 0.025 60 960 0.022 40 480 0.021 20 12 1190 0.033 80 930 0.030 60 800 0.027 40 400 0.025 20 HF VH/UP 14 1020 0.040 80 800 0.036 60 680 0.032 40 340 0.030 20 16 900 0.046 85 700 0.042 60 600 0.037 40 300 0.035 20 18 800 0.052 85 620 0.047 60 530 0.042 40 270 0.039 20 MEF 20 720 0.059 85 560 0.053 60 480 0.047 40 240 0.044 20 22 650 0.065 85 510 0.059 60 430 0.052 50 220 0.049 20 25 570 0.077 90 450 0.069 60 380 0.062 50 190 0.058 20 ALU 28 510 0.085 85 400 0.076 60 340 0.068 50 170 0.064 20 30 480 0.092 90 370 0.083 60 320 0.074 50 160 0.069 20 ap x ae ≤ D5 1.5D x 0.05D MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 662