Общий каталог Osawa 2018 - страница 584
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021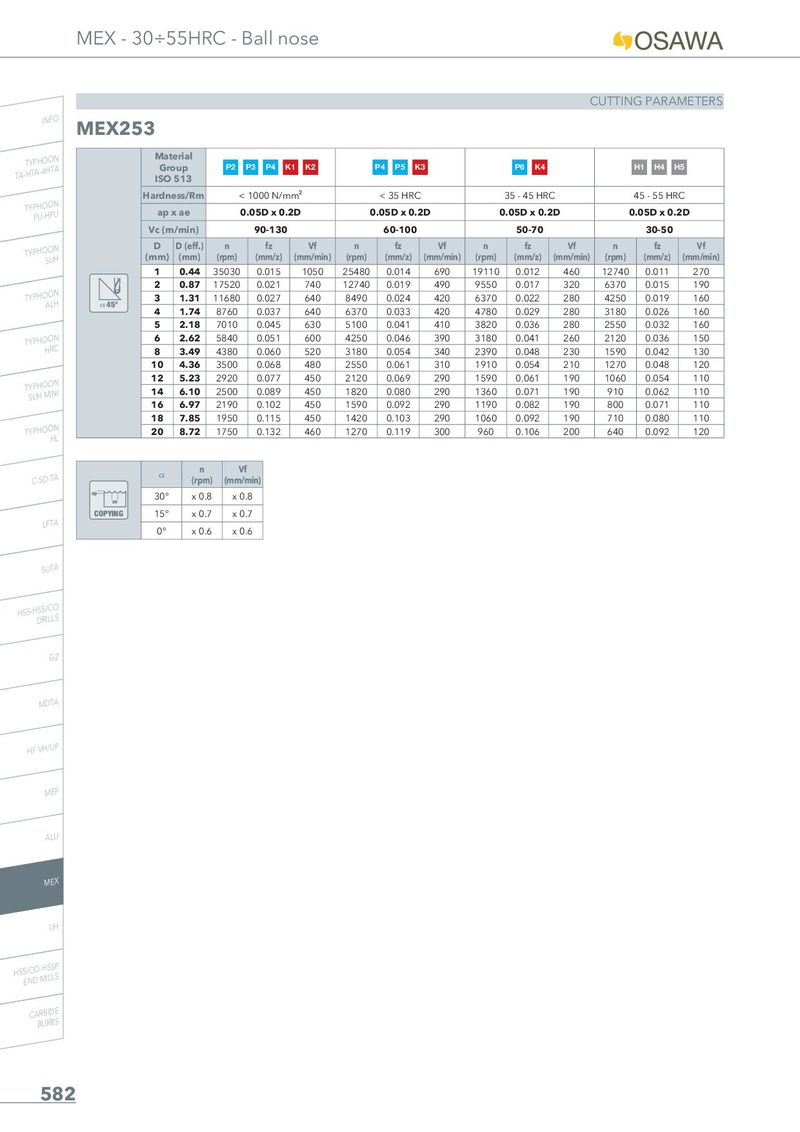
MEX - 30÷55HRC - Ball nose CUTTING PARAMETERS INFO MEX253 TA-THYTPAH-4OHOTNA Material Group P2 P3 P4 K1 K2 P4 P5 K3 P6 K4 H1 H4 H5 ISO 513 Hardness/Rm < 1000 N/mm² < 35 HRC 35 - 45 HRC 45 - 55 HRC TYPPHUO-HOPNU ap x ae 0.05D x 0.2D 0.05D x 0.2D 0.05D x 0.2D 0.05D x 0.2D Vc (m/min) 90-130 60-100 50-70 30-50 TYPHOSOUNH D D (eff.) n fz Vf n fz Vf n fz Vf n fz Vf (mm) (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 1 0.44 35030 0.015 1050 25480 0.014 690 19110 0.012 460 12740 0.011 270 2 0.87 17520 0.021 740 12740 0.019 490 9550 0.017 320 6370 0.015 190 TYPHOAOLNH _ 45° 3 1.31 11680 0.027 640 8490 0.024 420 6370 0.022 280 4250 0.019 160 4 1.74 8760 0.037 640 6370 0.033 420 4780 0.029 280 3180 0.026 160 5 2.18 7010 0.045 630 5100 0.041 410 3820 0.036 280 2550 0.032 160 TYPHOHORNC 6 2.62 5840 0.051 600 4250 0.046 390 3180 0.041 260 2120 0.036 150 8 3.49 4380 0.060 520 3180 0.054 340 2390 0.048 230 1590 0.042 130 10 4.36 3500 0.068 480 2550 0.061 310 1910 0.054 210 1270 0.048 120 TSYUPHHOMOINNI 12 5.23 2920 0.077 450 2120 0.069 290 1590 0.061 190 1060 0.054 110 14 6.10 2500 0.089 450 1820 0.080 290 1360 0.071 190 910 0.062 110 16 6.97 2190 0.102 450 1590 0.092 290 1190 0.082 190 800 0.071 110 18 7.85 1950 0.115 450 1420 0.103 290 1060 0.092 190 710 0.080 110 TYPHOOHNL 20 8.72 1750 0.132 460 1270 0.119 300 960 0.106 200 640 0.092 120 _ n Vf C-SD-TA (rpm) (mm/min) ap 30° x 0.8 x 0.8 ae COPYING 15° x 0.7 x 0.7 LFTA 0° x 0.6 x 0.6 SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 582