Общий каталог Osawa 2018 - страница 408
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021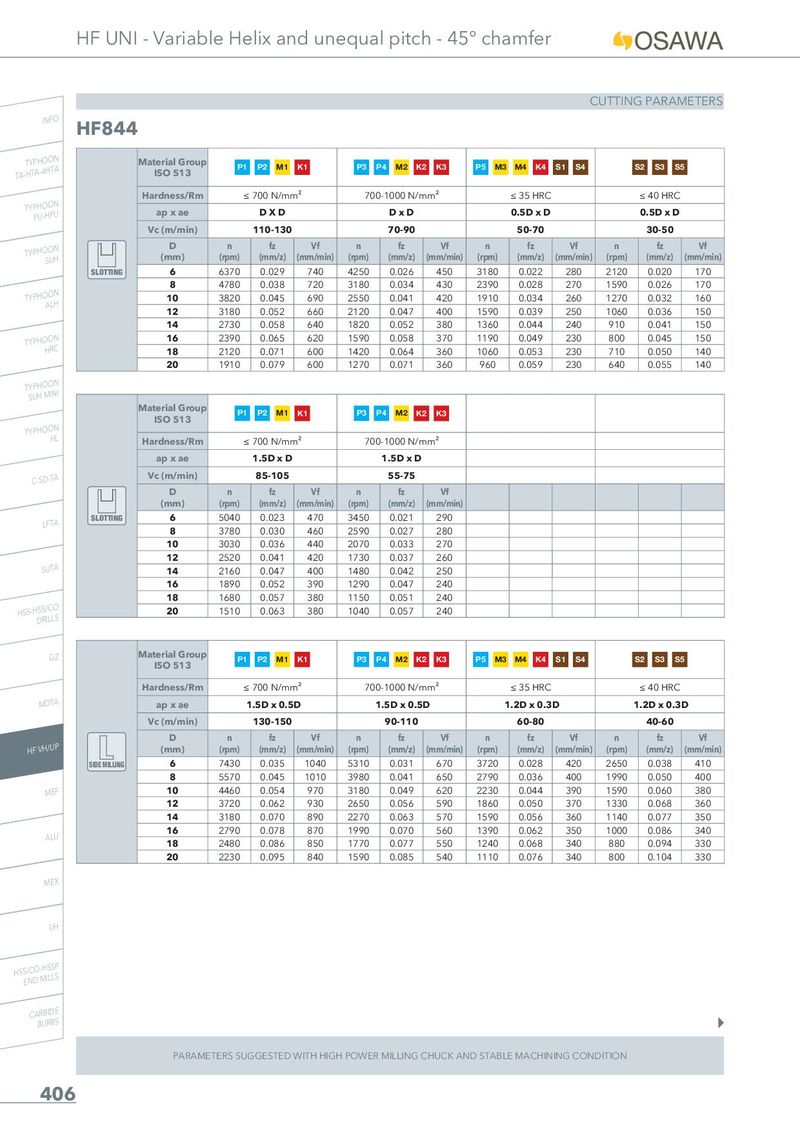
HF UNI - Variable Helix and unequal pitch - 45° chamfer CUTTING PARAMETERS INFO HF844 TA-THYTPAH-4OHOTNA Material Group P1 P2 M1 K1 P3 P4 M2 K2 K3 P5 M3 M4 K4 S1 S4 S2 S3 S5 ISO 513 Hardness/Rm ≤ 700 N/mm² 700-1000 N/mm² ≤ 35 HRC ≤ 40 HRC TYPPHUO-HOPNU ap x ae DXD DxD 0.5D x D 0.5D x D Vc (m/min) 110-130 70-90 50-70 30-50 TYPHOSOUNH D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) SLOTTING 6 6370 0.029 740 4250 0.026 450 3180 0.022 280 2120 0.020 170 8 4780 0.038 720 3180 0.034 430 2390 0.028 270 1590 0.026 170 TYPHOAOLNH 10 3820 0.045 690 2550 0.041 420 1910 0.034 260 1270 0.032 160 12 3180 0.052 660 2120 0.047 400 1590 0.039 250 1060 0.036 150 14 2730 0.058 640 1820 0.052 380 1360 0.044 240 910 0.041 150 TYPHOHORNC 16 2390 0.065 620 1590 0.058 370 1190 0.049 230 800 0.045 150 18 2120 0.071 600 1420 0.064 360 1060 0.053 230 710 0.050 140 20 1910 0.079 600 1270 0.071 360 960 0.059 230 640 0.055 140 TSYUPHHOMOINNI Material Group P1 P2 M1 K1 P3 P4 M2 K2 K3 ISO 513 TYPHOOHNL Hardness/Rm ≤ 700 N/mm² 700-1000 N/mm² ap x ae 1.5D x D 1.5D x D C-SD-TA Vc (m/min) 85-105 55-75 D n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) LFTA SLOTTING 6 5040 0.023 470 3450 0.021 290 8 3780 0.030 460 2590 0.027 280 10 3030 0.036 440 2070 0.033 270 12 2520 0.041 420 1730 0.037 260 SUTA 14 2160 0.047 400 1480 0.042 250 16 1890 0.052 390 1290 0.047 240 18 1680 0.057 380 1150 0.051 240 HSS-HDSSR/ILCLOS 20 1510 0.063 380 1040 0.057 240 G2 Material Group P1 P2 M1 K1 P3 P4 M2 K2 K3 P5 M3 M4 K4 S1 S4 S2 S3 S5 ISO 513 Hardness/Rm ≤ 700 N/mm² 700-1000 N/mm² ≤ 35 HRC ≤ 40 HRC MDTA ap x ae 1.5D x 0.5D 1.5D x 0.5D 1.2D x 0.3D 1.2D x 0.3D Vc (m/min) 130-150 90-110 60-80 40-60 D n fz Vf n fz Vf n fz Vf n fz Vf HF VH/UP (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) SIDE MILLING 6 7430 0.035 1040 5310 0.031 670 3720 0.028 420 2650 0.038 410 8 5570 0.045 1010 3980 0.041 650 2790 0.036 400 1990 0.050 400 MEF 10 4460 0.054 970 3180 0.049 620 2230 0.044 390 1590 0.060 380 12 3720 0.062 930 2650 0.056 590 1860 0.050 370 1330 0.068 360 14 3180 0.070 890 2270 0.063 570 1590 0.056 360 1140 0.077 350 ALU 16 2790 0.078 870 1990 0.070 560 1390 0.062 350 1000 0.086 340 18 2480 0.086 850 1770 0.077 550 1240 0.068 340 880 0.094 330 20 2230 0.095 840 1590 0.085 540 1110 0.076 340 800 0.104 330 MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS PARAMETERS SUGGESTED WITH HIGH POWER MILLING CHUCK AND STABLE MACHINING CONDITION 406