Общий каталог Osawa 2018 - страница 387
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021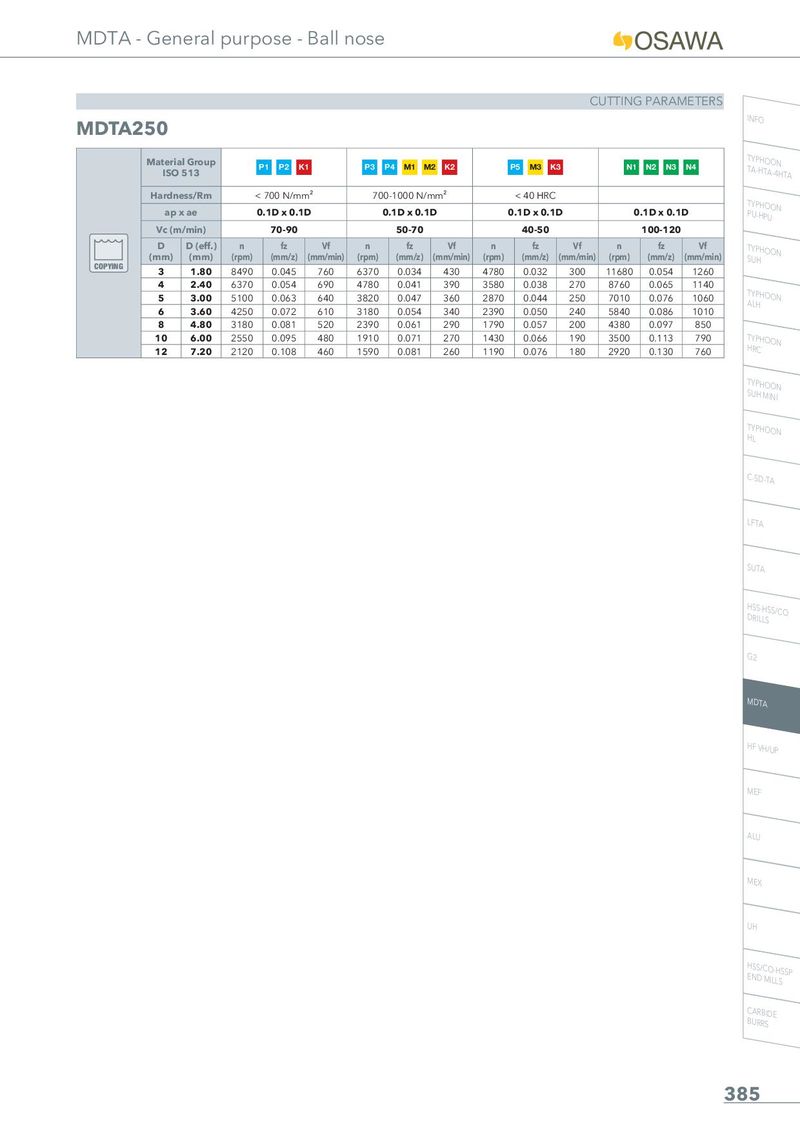
MDTA - General purpose - Ball nose CUTTING PARAMETERS MDTA250 INFO Material Group P1 P2 K1 P3 P4 M1 M2 K2 P5 M3 K3 N1 N2 N3 N4 TTYAP-HHTOAO-4NHTA ISO 513 Hardness/Rm < 700 N/mm² 700-1000 N/mm² < 40 HRC TPYUP-HHPOUON ap x ae 0.1D x 0.1D 0.1D x 0.1D 0.1D x 0.1D 0.1D x 0.1D Vc (m/min) 70-90 50-70 40-50 100-120 D D (eff.) n fz Vf n fz Vf n fz Vf n fz Vf TSUYPHHOON (mm) (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) COPYING 3 1.80 8490 0.045 760 6370 0.034 430 4780 0.032 300 11680 0.054 1260 4 2.40 6370 0.054 690 4780 0.041 390 3580 0.038 270 8760 0.065 1140 TAYLPHHOON 5 3.00 5100 0.063 640 3820 0.047 360 2870 0.044 250 7010 0.076 1060 6 3.60 4250 0.072 610 3180 0.054 340 2390 0.050 240 5840 0.086 1010 8 4.80 3180 0.081 520 2390 0.061 290 1790 0.057 200 4380 0.097 850 10 6.00 2550 0.095 480 1910 0.071 270 1430 0.066 190 3500 0.113 790 THYRPCHOON 12 7.20 2120 0.108 460 1590 0.081 260 1190 0.076 180 2920 0.130 760 TSUYPHHMOIONIN THYLPHOON C-SD-TA LFTA SUTA HDSRSIL-LHSSS/CO G2 MDTA HF VH/UP MEF ALU MEX UH HENSSD/CMOIL-LHSSSP CBUARRRBSIDE 385