Общий каталог Osawa 2018 - страница 385
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021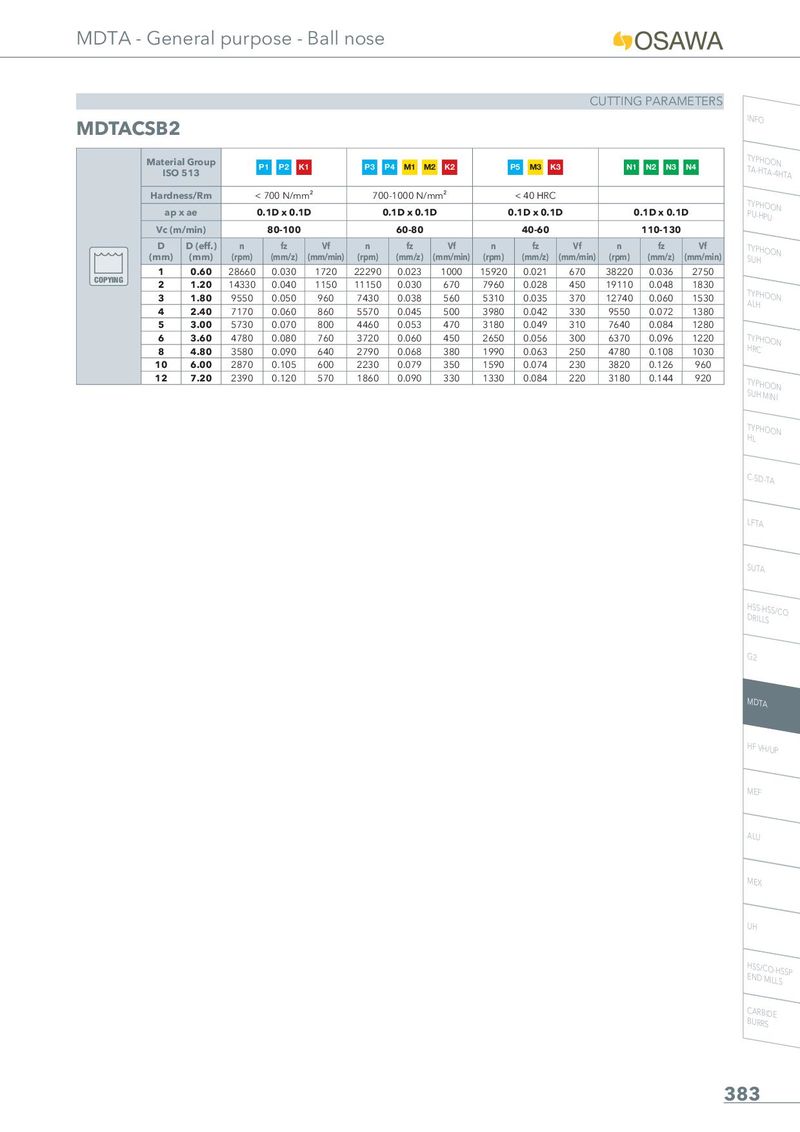
MDTA - General purpose - Ball nose CUTTING PARAMETERS MDTACSB2 INFO Material Group P1 P2 K1 P3 P4 M1 M2 K2 P5 M3 K3 N1 N2 N3 N4 TTYAP-HHTOAO-4NHTA ISO 513 Hardness/Rm < 700 N/mm² 700-1000 N/mm² < 40 HRC TPYUP-HHPOUON ap x ae 0.1D x 0.1D 0.1D x 0.1D 0.1D x 0.1D 0.1D x 0.1D Vc (m/min) 80-100 60-80 40-60 110-130 D D (eff.) n fz Vf n fz Vf n fz Vf n fz Vf TSUYPHHOON (mm) (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 1 0.60 28660 0.030 1720 22290 0.023 1000 15920 0.021 670 38220 0.036 2750 COPYING 2 1.20 14330 0.040 1150 11150 0.030 670 7960 0.028 450 19110 0.048 1830 3 1.80 9550 0.050 960 7430 0.038 560 5310 0.035 370 12740 0.060 1530 TAYLPHHOON 4 2.40 7170 0.060 860 5570 0.045 500 3980 0.042 330 9550 0.072 1380 5 3.00 5730 0.070 800 4460 0.053 470 3180 0.049 310 7640 0.084 1280 6 3.60 4780 0.080 760 3720 0.060 450 2650 0.056 300 6370 0.096 1220 THYRPCHOON 8 4.80 3580 0.090 640 2790 0.068 380 1990 0.063 250 4780 0.108 1030 10 6.00 2870 0.105 600 2230 0.079 350 1590 0.074 230 3820 0.126 960 12 7.20 2390 0.120 570 1860 0.090 330 1330 0.084 220 3180 0.144 920 TSUYPHHMOIONIN THYLPHOON C-SD-TA LFTA SUTA HDSRSIL-LHSSS/CO G2 MDTA HF VH/UP MEF ALU MEX UH HENSSD/CMOIL-LHSSSP CBUARRRBSIDE 383