Общий каталог Osawa 2018 - страница 165
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021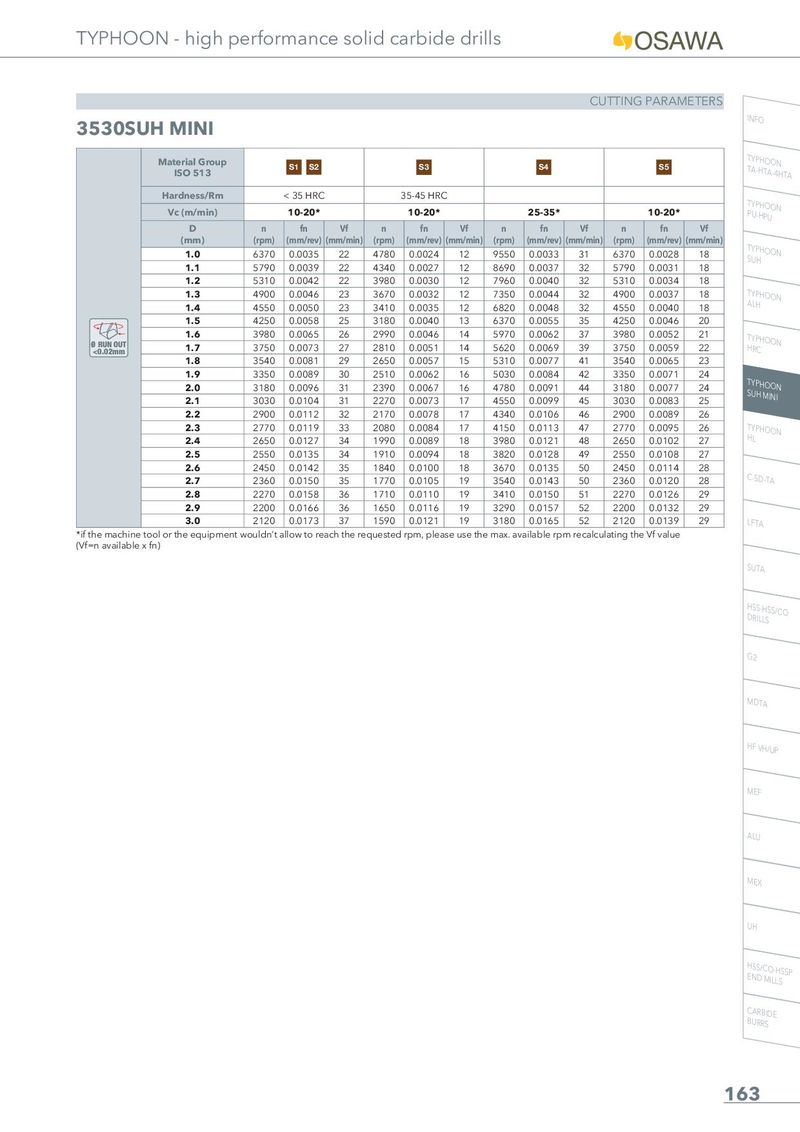
TYPHOON - high performance solid carbide drills CUTTING PARAMETERS 3530SUH MINI INFO Material Group S1 S2 S3 S4 S5 TTYAP-HHTOAO-4NHTA ISO 513 Hardness/Rm < 35 HRC 35-45 HRC TPYUP-HHPOUON Vc (m/min) 10-20* 10-20* 25-35* 10-20* D n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TSUYPHHOON 1.0 6370 0.0035 22 4780 0.0024 12 9550 0.0033 31 6370 0.0028 18 1.1 5790 0.0039 22 4340 0.0027 12 8690 0.0037 32 5790 0.0031 18 1.2 5310 0.0042 22 3980 0.0030 12 7960 0.0040 32 5310 0.0034 18 1.3 4900 0.0046 23 3670 0.0032 12 7350 0.0044 32 4900 0.0037 18 TAYLPHHOON 1.4 4550 0.0050 23 3410 0.0035 12 6820 0.0048 32 4550 0.0040 18 1.5 4250 0.0058 25 3180 0.0040 13 6370 0.0055 35 4250 0.0046 20 1.6 3980 0.0065 26 2990 0.0046 14 5970 0.0062 37 3980 0.0052 21 THYRPCHOON Ø RUN OUT 1.7 3750 0.0073 27 2810 0.0051 14 5620 0.0069 39 3750 0.0059 22 <0.02mm 1.8 3540 0.0081 29 2650 0.0057 15 5310 0.0077 41 3540 0.0065 23 1.9 3350 0.0089 30 2510 0.0062 16 5030 0.0084 42 3350 0.0071 24 TSUYPHHMOIONIN 2.0 3180 0.0096 31 2390 0.0067 16 4780 0.0091 44 3180 0.0077 24 2.1 3030 0.0104 31 2270 0.0073 17 4550 0.0099 45 3030 0.0083 25 2.2 2900 0.0112 32 2170 0.0078 17 4340 0.0106 46 2900 0.0089 26 2.3 2770 0.0119 33 2080 0.0084 17 4150 0.0113 47 2770 0.0095 26 THYLPHOON 2.4 2650 0.0127 34 1990 0.0089 18 3980 0.0121 48 2650 0.0102 27 2.5 2550 0.0135 34 1910 0.0094 18 3820 0.0128 49 2550 0.0108 27 2.6 2450 0.0142 35 1840 0.0100 18 3670 0.0135 50 2450 0.0114 28 2.7 2360 0.0150 35 1770 0.0105 19 3540 0.0143 50 2360 0.0120 28 C-SD-TA 2.8 2270 0.0158 36 1710 0.0110 19 3410 0.0150 51 2270 0.0126 29 2.9 2200 0.0166 36 1650 0.0116 19 3290 0.0157 52 2200 0.0132 29 3.0 2120 0.0173 37 1590 0.0121 19 3180 0.0165 52 2120 0.0139 29 LFTA *if the machine tool or the equipment wouldn’t allow to reach the requested rpm, please use the max. available rpm recalculating the Vf value (Vf=n available x fn) SUTA HDSRSIL-LHSSS/CO G2 MDTA HF VH/UP MEF ALU MEX UH HENSSD/CMOIL-LHSSSP CBUARRRBSIDE 163