Каталог Mitsubishi Materials вращающийся инструмент - страница 54
Навигация
 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент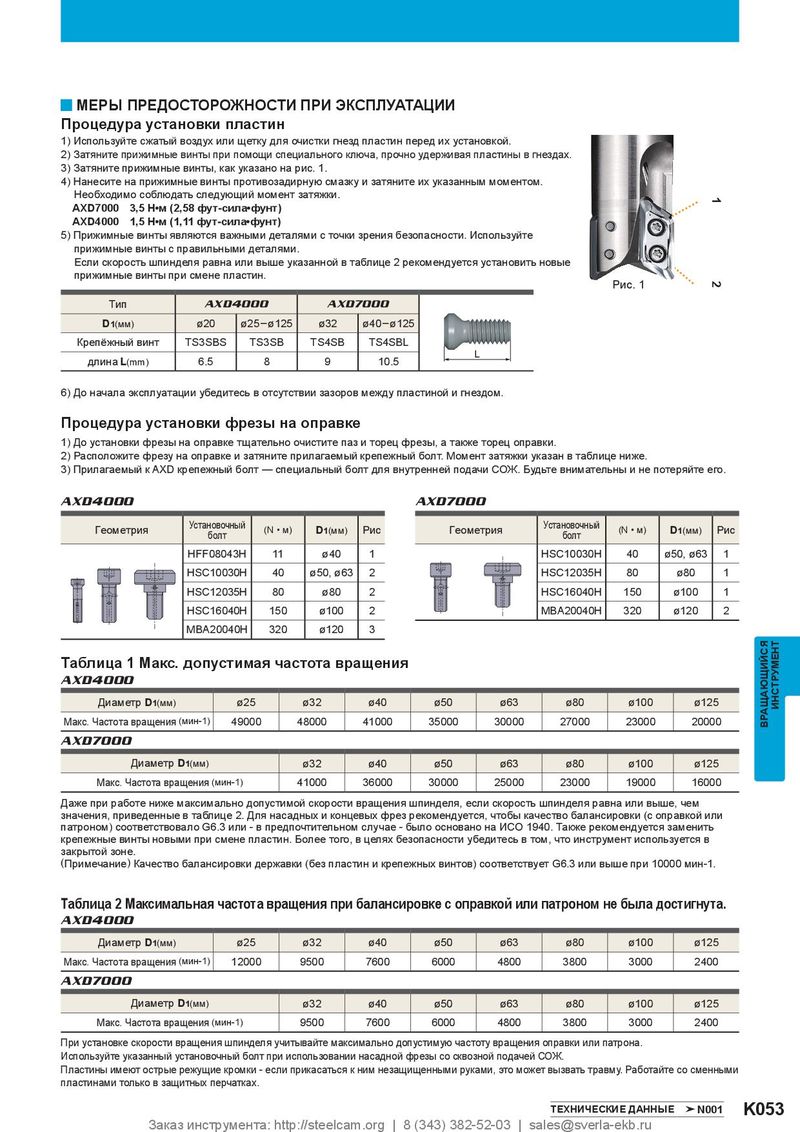
y МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ ЭКСПЛУАТАЦИИ Процедура установки пластин 1) Используйте сжатый воздух или щетку для очистки гнезд пластин перед их установкой. 2) Затяните прижимные винты при помощи специального ключа, прочно удерживая пластины в гнездах. 3) Затяните прижимные винты, как указано на рис. 1. 4) Нанесите на прижимные винты противозадирную смазку и затяните их указанным моментом. Необходимо соблюдать следующий момент затяжки. 1 AXD7000 3,5 Н•м (2,58 фут-сила•фунт) AXD4000 1,5 Н•м (1,11 фут-сила•фунт) 5) Прижимные винты являются важными деталями с точки зрения безопасности. Используйте прижимные винты с правильными деталями. Если скорость шпинделя равна или выше указанной в таблице 2 рекомендуется установить новые прижимные винты при смене пластин. Рис. 1 2 Тип AXD4000 AXD7000 D1(мм) ø20 ø25 – ø125 ø32 ø40 – ø125 Крепёжный винт TS3SBS TS3SB TS4SB TS4SBL L длина L(mm) 6.5 8 9 10.5 6) До начала эксплуатации убедитесь в отсутствии зазоров между пластиной и гнездом. Процедура установки фрезы на оправке 1) До установки фрезы на оправке тщательно очистите паз и торец фрезы, а также торец оправки. 2) Расположите фрезу на оправке и затяните прилагаемый крепежный болт. Момент затяжки указан в таблице ниже. 3) Прилагаемый к AXD крепежный болт — специальный болт для внутренней подачи СОЖ. Будьте внимательны и не потеряйте его. AXD4000 AXD7000 Установочный D1(мм) Установочный D1(мм) Геометрия (N • м) Рис Геометрия (N • м) Рис болт болт HFF08043H 11 ø40 1 HSC10030H 40 ø50, ø63 1 HSC10030H 40 ø50, ø63 2 HSC12035H 80 ø80 1 HSC12035H 80 ø80 2 HSC16040H 150 ø100 1 HSC16040H 150 ø100 2 MBA20040H 320 ø120 2 MBA20040H 320 ø120 3 ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ Таблица 1 Макс. допустимая частота вращения AXD4000 Диаметр D1(мм) ø25 ø32 ø40 ø50 ø63 ø80 ø100 ø125 Макс. Частота вращения (мин-1) 49000 48000 41000 35000 30000 27000 23000 20000 AXD7000 Диаметр D1(мм) ø32 ø40 ø50 ø63 ø80 ø100 ø125 Макс. Частота вращения (мин-1) 41000 36000 30000 25000 23000 19000 16000 Даже при работе ниже максимально допустимой скорости вращения шпинделя, если скорость шпинделя равна или выше, чем значения, приведенные в таблице 2. Для насадных и концевых фрез рекомендуется, чтобы качество балансировки (с оправкой или патроном) соответствовало G6.3 или - в предпочтительном случае - было основано на ИСО 1940. Также рекомендуется заменить крепежные винты новыми при смене пластин. Более того, в целях безопасности убедитесь в том, что инструмент используется в закрытой зоне. (Примечание) Качество балансировки державки (без пластин и крепежных винтов) соответствует G6.3 или выше при 10000 мин-1. Таблица 2 Максимальная частота вращения при балансировке с оправкой или патроном не была достигнута. AXD4000 Диаметр D1(мм) ø25 ø32 ø40 ø50 ø63 ø80 ø100 ø125 Макс. Частота вращения (мин-1) 12000 9500 7600 6000 4800 3800 3000 2400 AXD7000 Диаметр D1(мм) ø32 ø40 ø50 ø63 ø80 ø100 ø125 Макс. Частота вращения (мин-1) 9500 7600 6000 4800 3800 3000 2400 При установке скорости вращения шпинделя учитывайте максимально допустимую частоту вращения оправки или патрона. Используйте указанный установочный болт при использовании насадной фрезы со сквозной подачей СОЖ. Пластины имеют острые режущие кромки - если прикасаться к ним незащищенными руками, это может вызвать травму. Работайте со сменными пластинами только в защитных перчатках. ТЕХНИЧЕСКИЕ ДАННЫЕ N001 K053 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru