Каталог Mitsubishi Materials сверлильные инструменты - страница 71
Навигация
 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части 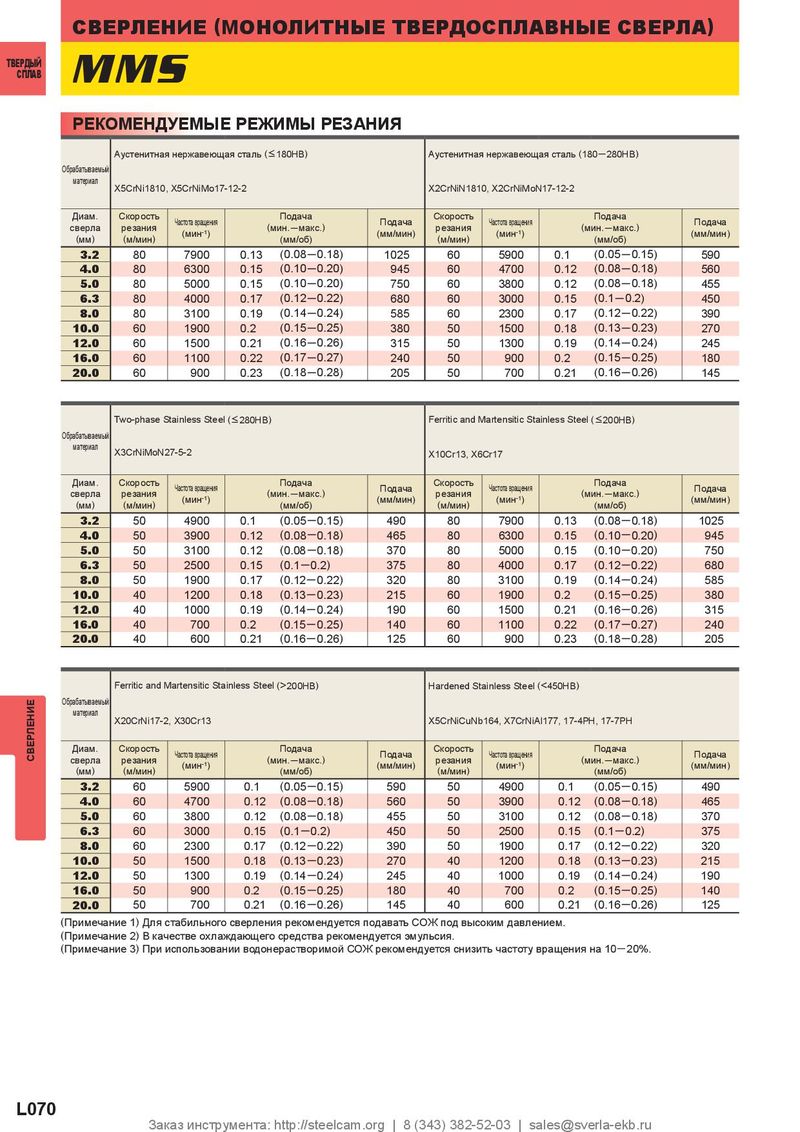
СВЕРЛЕНИЕ ( МОНОЛИТНЫЕ ТВЕРДОСПЛАВНЫЕ СВЕРЛА ) ТВЕРДЫЙ СПЛАВ MMS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Аустенитная нержавеющая сталь (< 180HB ) Аустенитная нержавеющая сталь ( 180 ─ 280HB ) Обрабатываемый материал X5CrNi1810, X5CrNiMo17-12-2 X2CrNiN1810, X2CrNiMoN17-12-2 Диам. Скорость Подача Скорость Подача Частота вращения Подача Частота вращения Подача сверла резания ( мин.─макс. ) резания ( мин.─макс. ) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) ( мм ) ( м/мин ) (мм/об) ( м/мин ) (мм/об) 3.2 80 7900 0.13 (0.08─0.18) 1025 60 5900 0.1 (0.05─0.15) 590 4.0 80 6300 0.15 (0.10─0.20) 945 60 4700 0.12 (0.08─0.18) 560 5.0 80 5000 0.15 (0.10─0.20) 750 60 3800 0.12 (0.08─0.18) 455 6.3 80 4000 0.17 (0.12─0.22) 680 60 3000 0.15 (0.1─0.2) 450 8.0 80 3100 0.19 (0.14─0.24) 585 60 2300 0.17 (0.12─0.22) 390 10.0 60 1900 0.2 (0.15─0.25) 380 50 1500 0.18 (0.13─0.23) 270 12.0 60 1500 0.21 (0.16─0.26) 315 50 1300 0.19 (0.14─0.24) 245 16.0 60 1100 0.22 (0.17─0.27) 240 50 900 0.2 (0.15─0.25) 180 20.0 60 900 0.23 (0.18─0.28) 205 50 700 0.21 (0.16─0.26) 145 Two-phase Stainless Steel (< 280HB ) Ferritic and Martensitic Stainless Steel ( < 200HB ) Обрабатываемый материал X3CrNiMoN27-5-2 X10Cr13, X6Cr17 Диам. Скорость Подача Скорость Подача Частота вращения Подача Частота вращения Подача сверла резания ( мин.─макс. ) резания ( мин.─макс. ) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) ( мм ) ( м/мин ) (мм/об) ( м/мин ) (мм/об) 3.2 50 4900 0.1 ( 0.05 ─ 0.15 ) 490 80 7900 0.13 ( 0.08 ─ 0.18 ) 1025 4.0 50 3900 0.12 ( 0.08 ─ 0.18 ) 465 80 6300 0.15 ( 0.10 ─ 0.20 ) 945 5.0 50 3100 0.12 ( 0.08 ─ 0.18 ) 370 80 5000 0.15 ( 0.10 ─ 0.20 ) 750 6.3 50 2500 0.15 ( 0.1 ─ 0.2 ) 375 80 4000 0.17 ( 0.12 ─ 0.22 ) 680 8.0 50 1900 0.17 ( 0.12 ─ 0.22 ) 320 80 3100 0.19 ( 0.14 ─ 0.24 ) 585 10.0 40 1200 0.18 ( 0.13 ─ 0.23 ) 215 60 1900 0.2 ( 0.15 ─ 0.25 ) 380 12.0 40 1000 0.19 ( 0.14 ─ 0.24 ) 190 60 1500 0.21 ( 0.16 ─ 0.26 ) 315 16.0 40 700 0.2 ( 0.15 ─ 0.25 ) 140 60 1100 0.22 ( 0.17 ─ 0.27 ) 240 20.0 40 600 0.21 ( 0.16 ─ 0.26 ) 125 60 900 0.23 ( 0.18 ─ 0.28 ) 205 Ferritic and Martensitic Stainless Steel ( >200HB ) Hardened Stainless Steel ( <450HB ) Обрабатываемый материал X20CrNi17-2, X30Cr13 X5CrNiCuNb164, X7CrNiAl177, 17-4PH, 17-7PH Диам. Скорость Подача Скорость Подача Частота вращения Подача Частота вращения Подача СВЕРЛЕНИЕ сверла резания ( мин.─макс. ) резания (мин -1 ) (мм/мин) (мин -1 ( мин.─макс. ) ) (мм/мин) ( мм ) ( м/мин ) (мм/об) ( м/мин ) (мм/об) 3.2 60 5900 0.1 ( 0.05 ─ 0.15 ) 590 50 4900 0.1 ( 0.05 ─ 0.15 ) 490 4.0 60 4700 0.12 ( 0.08 ─ 0.18 ) 560 50 3900 0.12 ( 0.08 ─ 0.18 ) 465 5.0 60 3800 0.12 ( 0.08 ─ 0.18 ) 455 50 3100 0.12 ( 0.08 ─ 0.18 ) 370 6.3 60 3000 0.15 ( 0.1 ─ 0.2 ) 450 50 2500 0.15 ( 0.1 ─ 0.2 ) 375 8.0 60 2300 0.17 ( 0.12 ─ 0.22 ) 390 50 1900 0.17 ( 0.12 ─ 0.22 ) 320 10.0 50 1500 0.18 ( 0.13 ─ 0.23 ) 270 40 1200 0.18 ( 0.13 ─ 0.23 ) 215 12.0 50 1300 0.19 ( 0.14 ─ 0.24 ) 245 40 1000 0.19 ( 0.14 ─ 0.24 ) 190 16.0 50 900 0.2 ( 0.15 ─ 0.25 ) 180 40 700 0.2 ( 0.15 ─ 0.25 ) 140 20.0 50 700 0.21 ( 0.16 ─ 0.26 ) 145 40 600 0.21 ( 0.16 ─ 0.26 ) 125 ( Примечание 1 ) Для стабильного сверления рекомендуется подавать СОЖ под высоким давлением. ( Примечание 2 ) В качестве охлаждающего средства рекомендуется эмульсия. ( Примечание 3 ) При использовании водонерастворимой СОЖ рекомендуется снизить частоту вращения на 10 ─ 20%. L070 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru