Каталог Mitsubishi Materials сверлильные инструменты - страница 54
Навигация
 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части 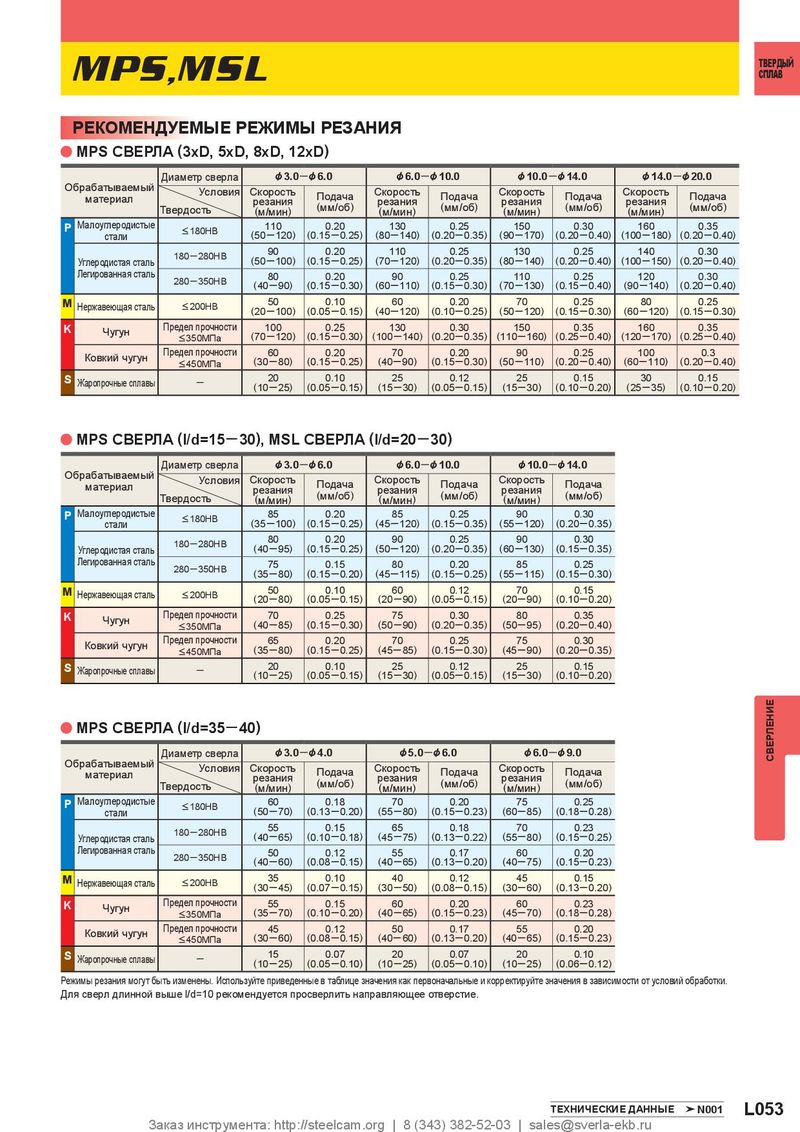
ТВЕРДЫЙ СПЛАВ MPS,MSL РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ a MPS СВЕРЛА ( 3xD, 5xD, 8xD, 12xD ) Диаметр сверла & 3.0 ─& 6.0 & 6.0 ─& 10.0 & 10.0 ─& 14.0 & 14.0 ─& 20.0 Обрабатываемый Условия Скорость Скорость Скорость Скорость материал Подача Подача Подача Подача резания резания резания резания Твердость ( ( ( мм/об ) ( мм/об ) ( ) м/мин ) ( мм/об ) м/мин ) ( м/мин ) ( м/мин ) мм/об P Малоуглеродистые 110 0.20 130 0.25 150 0.30 160 0.35 < 180HB стали ( 50 ─ 120 ) ( 0.15 ─ 0.25 ) ( 80 ─ 140 ) ( 0.20 ─ 0.35 ) ( 90 ─ 170 ) ( 0.20 ─ 0.40 ) ( 100 ─ 180 ) ( 0.20 ─ 0.40 ) 90 0.20 110 0.25 130 0.25 140 0.30 180 ─ 280HB Углеродистая сталь ( 50 ─ 100 ) ( 0.15 ─ 0.25 ) ( 70 ─ 120 ) ( 0.20 ─ 0.35 ) ( 80 ─ 140 ) ( 0.20 ─ 0.40 ) ( 100 ─ 150 ) ( 0.20 ─ 0.40 ) Легированная сталь 80 0.20 90 0.25 110 0.25 120 0.30 280 ─ 350HB ( 40 ─ 90 ) ( 0.15 ─ 0.30 ) ( 60 ─ 110 ) ( 0.15 ─ 0.30 ) ( 70 ─ 130 ) ( 0.15 ─ 0.40 ) ( 90 ─ 140 ) ( 0.20 ─ 0.40 ) M 50 0.10 60 0.20 70 0.25 80 0.25 Нержавеющая сталь < 200HB ( 20 ─ 100 ) ( 0.05 ─ 0.15 ) ( 40 ─ 120 ) ( 0.10 ─ 0.25 ) ( 50 ─ 120 ) ( 0.15 ─ 0.30 ) ( 60 ─ 120 ) ( 0.15 ─ 0.30 ) K Предел прочности 100 0.25 130 0.30 150 0.35 160 0.35 Чугун <350МПа ( 70 ─ 120 ) ( 0.15 ─ 0.30 ) ( 100 ─ 140 ) ( 0.20 ─ 0.35 ) ( 110 ─ 160 ) ( 0.25 ─ 0.40 ) ( 120 ─ 170 ) ( 0.25 ─ 0.40 ) Предел прочности 60 0.20 70 0.20 90 0.25 100 0.3 Ковкий чугун <450МПа ( 30 ─ 80 ) ( 0.15 ─ 0.25 ) ( 40 ─ 90 ) ( 0.15 ─ 0.30 ) ( 50 ─ 110 ) ( 0.20 ─ 0.40 ) ( 60 ─ 110 ) ( 0.20 ─ 0.40 ) S Жаропрочные сплавы ─ 20 0.10 25 0.12 25 0.15 30 0.15 ( 10 ─ 25 ) ( 0.05 ─ 0.15 ) ( 15 ─ 30 ) ( 0.05 ─ 0.15 ) ( 15 ─ 30 ) ( 0.10 ─ 0.20 ) ( 25 ─ 35 ) ( 0.10 ─ 0.20 ) a MPS СВЕРЛА ( l/d=15 ─ 30 ) , MSL СВЕРЛА ( l/d=20 ─ 30 ) Диаметр сверла & 3.0 ─& 6.0 & 6.0 ─& 10.0 & 10.0 ─& 14.0 Обрабатываемый Условия Скорость Скорость Скорость материал Подача Подача Подача резания резания резания Твердость ( ( ) ( ) ( м/мин ) мм/об ) ( м/мин ) мм/об ( мм/об м/мин ) P Малоуглеродистые 85 0.20 85 0.25 90 0.30 < 180HB стали ( 35 ─ 100 ) ( 0.15 ─ 0.25 ) ( 45 ─ 120 ) ( 0.15 ─ 0.35 ) ( 55 ─ 120 ) ( 0.20 ─ 0.35 ) 80 0.20 90 0.25 90 0.30 180 ─ 280HB Углеродистая сталь ( 40 ─ 95 ) ( 0.15 ─ 0.25 ) ( 50 ─ 120 ) ( 0.20 ─ 0.35 ) ( 60 ─ 130 ) ( 0.15 ─ 0.35 ) Легированная сталь 0.15 80 0.20 85 0.25 280 ─ 75 350HB ( 35 ─ 80 ) ( 0.15 ─ 0.20 ) ( 45 ─ 115 ) ( 0.15 ─ 0.25 ) ( 55 ─ 115 ) ( 0.15 ─ 0.30 ) M 50 0.10 60 0.12 70 0.15 Нержавеющая сталь < 200HB ( 20 ─ 80 ) ( 0.05 ─ 0.15 ) ( 20 ─ 90 ) ( 0.05 ─ 0.15 ) ( 20 ─ 90 ) ( 0.10 ─ 0.20 ) K Предел прочности 70 0.25 75 0.30 80 0.35 Чугун <350МПа ( 40 ─ 85 ) ( 0.15 ─ 0.30 ) ( 50 ─ 90 ) ( 0.20 ─ 0.35 ) ( 50 ─ 95 ) ( 0.20 ─ 0.40 ) Предел прочности 65 0.20 70 0.25 75 0.30 Ковкий чугун <450МПа ( 35 ─ 80 ) ( 0.15 ─ 0.25 ) ( 45 ─ 85 ) ( 0.15 ─ 0.30 ) ( 45 ─ 90 ) ( 0.20 ─ 0.35 ) S Жаропрочные сплавы ─ 20 0.10 25 0.12 25 0.15 ( 10 ─ 25 ) ( 0.05 ─ 0.15 ) ( 15 ─ 30 ) ( 0.05 ─ 0.15 ) ( 15 ─ 30 ) ( 0.10 ─ 0.20 ) a MPS СВЕРЛА ( l/d=35 ─ 40 ) Диаметр сверла & 3.0 ─& 4.0 & 5.0 ─& 6.0 & 6.0 ─& 9.0 СВЕРЛЕНИЕ Обрабатываемый Условия Скорость Скорость Скорость материал Подача Подача Подача резания резания резания Твердость ( ( ( ( мм/об ) м/мин ) ( мм/об ) м/мин ) ( м/мин ) мм/об ) P Малоуглеродистые 60 0.18 70 0.20 75 0.25 < 180HB стали ( 50 ─ 70 ) ( 0.13 ─ 0.20 ) ( 55 ─ 80 ) ( 0.15 ─ 0.23 ) ( 60 ─ 85 ) ( 0.18 ─ 0.28 ) 55 0.15 65 0.18 70 0.23 180 ─ 280HB Углеродистая сталь ( 40 ─ 65 ) ( 0.10 ─ 0.18 ) ( 45 ─ 75 ) ( 0.13 ─ 0.22 ) ( 55 ─ 80 ) ( 0.15 ─ 0.25 ) Легированная сталь 50 0.12 55 0.17 60 0.20 280 ─ 350HB ( 40 ─ 60 ) ( 0.08 ─ 0.15 ) ( 40 ─ 65 ) ( 0.13 ─ 0.20 ) ( 40 ─ 75 ) ( 0.15 ─ 0.23 ) M 35 0.10 40 0.12 45 0.15 Нержавеющая сталь < 200HB ( 30 ─ 45 ) ( 0.07 ─ 0.15 ) ( 30 ─ 50 ) ( 0.08 ─ 0.15 ) ( 30 ─ 60 ) ( 0.13 ─ 0.20 ) K Предел прочности 55 0.15 60 0.20 60 0.23 Чугун <350МПа ( 35 ─ 70 ) ( 0.10 ─ 0.20 ) ( 40 ─ 65 ) ( 0.15 ─ 0.23 ) ( 45 ─ 70 ) ( 0.18 ─ 0.28 ) Предел прочности 45 0.12 50 0.17 55 0.20 Ковкий чугун <450МПа ( 30 ─ 60 ) ( 0.08 ─ 0.15 ) ( 40 ─ 60 ) ( 0.13 ─ 0.20 ) ( 40 ─ 65 ) ( 0.15 ─ 0.23 ) S Жаропрочные сплавы ─ 15 0.07 20 0.07 20 0.10 ( 10 ─ 25 ) ( 0.05 ─ 0.10 ) ( 10 ─ 25 ) ( 0.05 ─ 0.10 ) ( 10 ─ 25 ) ( 0.06 ─ 0.12 ) Режимы резания могут быть изменены. Используйте приведенные в таблице значения как первоначальные и корректируйте значения в зависимости от условий обработки. Для сверл длинной выше l/d=10 рекомендуется просверлить направляющее отверстие. ТЕХНИЧЕСКИЕ ДАННЫЕ N001 L053 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru