Каталог Mitsubishi Materials сверлильные инструменты - страница 185
Навигация
 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части 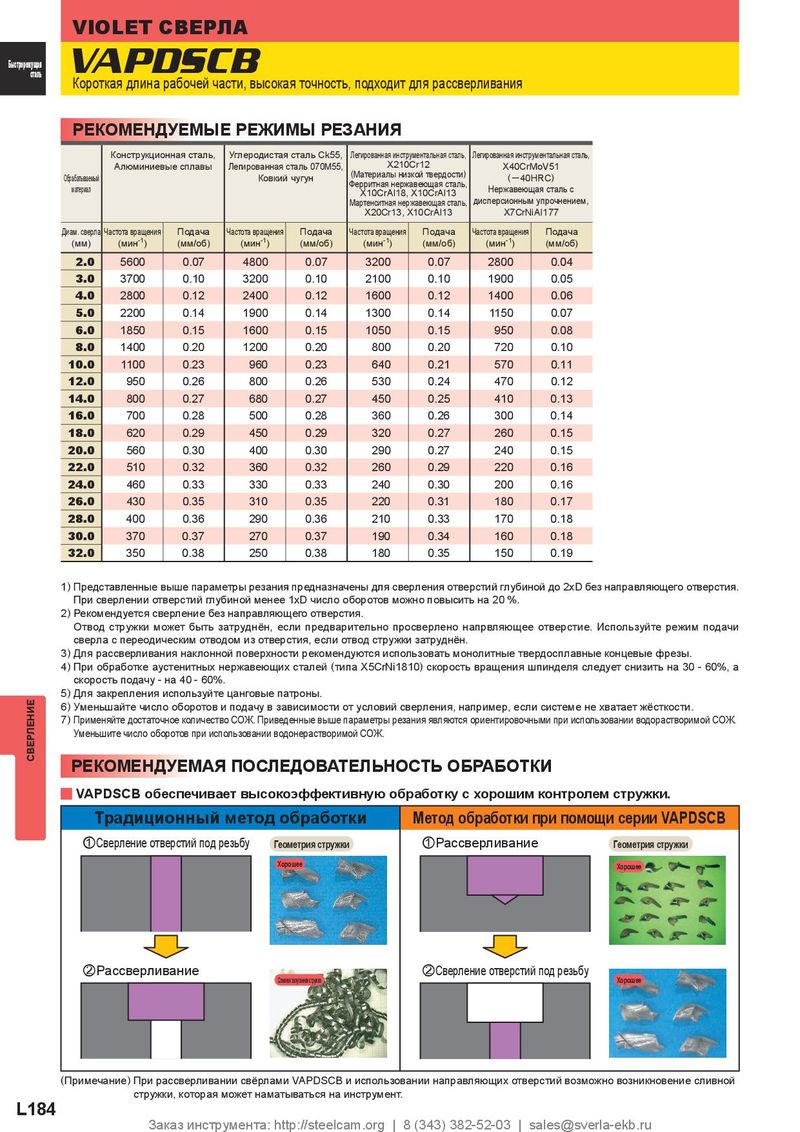
VIOLET СВЕРЛА Быстрорежущая сталь VAPDSCB Короткая длина рабочей части, высокая точность, подходит для рассверливания РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Конструкционная сталь, Углеродистая сталь Ck55, Легированная инструментальная сталь, Легированная инструментальная сталь, Алюминиевые сплавы Легированная сталь 070M55, X210Cr12 X40CrMoV51 ( Обрабатываемый Ковкий чугун Материалы низкой твердости ) ( ─ 40HRC ) Ферритная нержавеющая сталь, материал X10CrAl18, X10CrAl13 Нержавеющая сталь с Мартенситная нержавеющая сталь, дисперсионным упрочнением, X20Cr13, X10CrAl13 X7CrNiAI177 Диам. сверла Частота вращения Подача Частота вращения Подача Частота вращения Подача Частота вращения Подача (мм) (мин -1 ) (мм/об) (мин -1 ) (мм/об) (мин -1 ) (мм/об) (мин -1 ) (мм/об) 2.0 5600 0.07 4800 0.07 3200 0.07 2800 0.04 3.0 3700 0.10 3200 0.10 2100 0.10 1900 0.05 4.0 2800 0.12 2400 0.12 1600 0.12 1400 0.06 5.0 2200 0.14 1900 0.14 1300 0.14 1150 0.07 6.0 1850 0.15 1600 0.15 1050 0.15 950 0.08 8.0 1400 0.20 1200 0.20 800 0.20 720 0.10 10.0 1100 0.23 960 0.23 640 0.21 570 0.11 12.0 950 0.26 800 0.26 530 0.24 470 0.12 14.0 800 0.27 680 0.27 450 0.25 410 0.13 16.0 700 0.28 500 0.28 360 0.26 300 0.14 18.0 620 0.29 450 0.29 320 0.27 260 0.15 20.0 560 0.30 400 0.30 290 0.27 240 0.15 22.0 510 0.32 360 0.32 260 0.29 220 0.16 24.0 460 0.33 330 0.33 240 0.30 200 0.16 26.0 430 0.35 310 0.35 220 0.31 180 0.17 28.0 400 0.36 290 0.36 210 0.33 170 0.18 30.0 370 0.37 270 0.37 190 0.34 160 0.18 32.0 350 0.38 250 0.38 180 0.35 150 0.19 1 ) Представленные выше параметры резания предназначены для сверления отверстий глубиной до 2xD без направляющего отверстия. При сверлении отверстий глубиной менее 1xD число оборотов можно повысить на 20 %. 2 ) Рекомендуется сверление без направляющего отверстия. Отвод стружки может быть затруднён, если предварительно просверлено напрвляющее отверстие. Используйте режим подачи сверла с переодическим отводом из отверстия, если отвод стружки затруднён. 3 ) Для рассверливания наклонной поверхности рекомендуются использовать монолитные твердосплавные концевые фрезы. 4 ) При обработке аустенитных нержавеющих сталей ( типа X5CrNi1810 ) скорость вращения шпинделя следует снизить на 30 - 60%, а скорость подачу - на 40 - 60%. 5 ) Для закрепления используйте цанговые патроны. 6 ) Уменьшайте число оборотов и подачу в зависимости от условий сверления, например, если системе не хватает жёсткости. 7 ) Применяйте достаточное количество СОЖ. Приведенные выше параметры резания являются ориентировочными при использовании водорастворимой СОЖ. Уменьшите число оборотов при использовании водонерастворимой СОЖ. СВЕРЛЕНИЕ РЕКОМЕНДУЕМАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ y VAPDSCB обеспечивает высокоэффективную обработку с хорошим контролем стружки. Традиционный метод обработки Метод обработки при помощи серии VAPDSCB zСверление отверстий под резьбу Геометрия стружки zРассверливание Геометрия стружки Хорошее Хорошее xРассверливание xСверление отверстий под резьбу Сливная запутанная стружка Хорошее ( Примечание ) При рассверливании свёрлами VAPDSCB и использовании направляющих отверстий возможно возникновение сливной стружки, которая может наматываться на инструмент. L184 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru