Каталог Mitsubishi Materials сверлильные инструменты - страница 157
Навигация
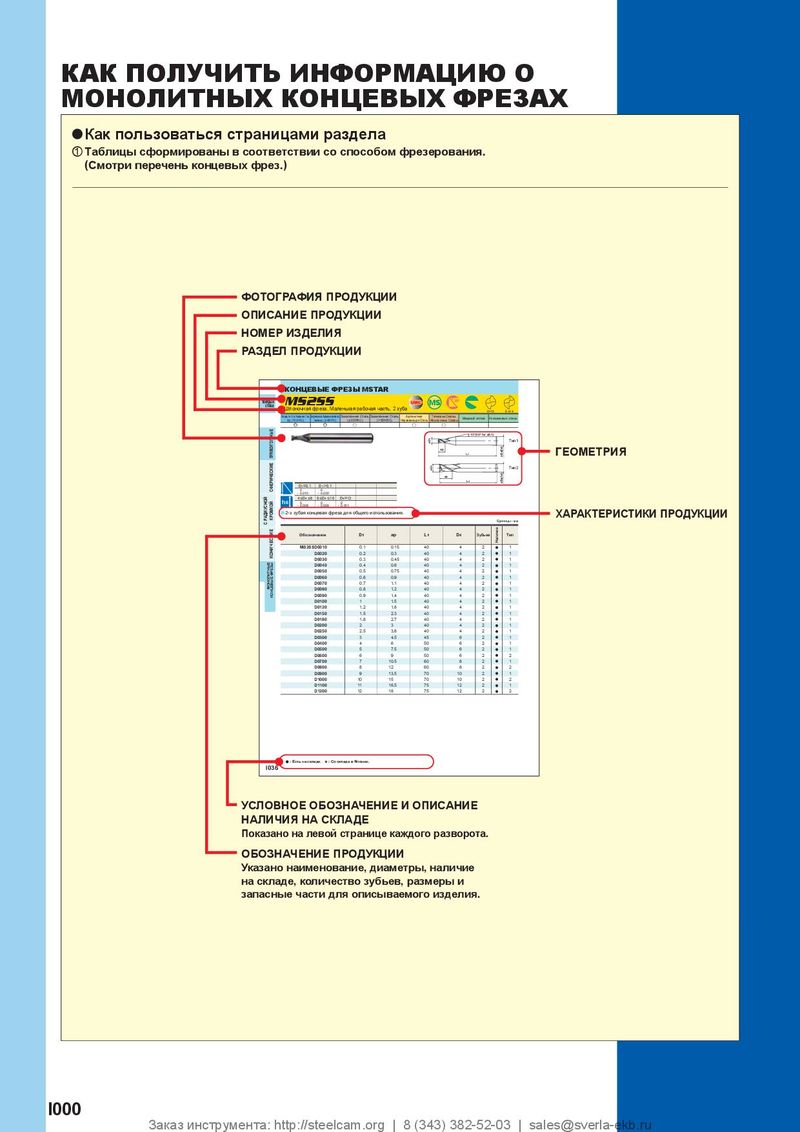 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части 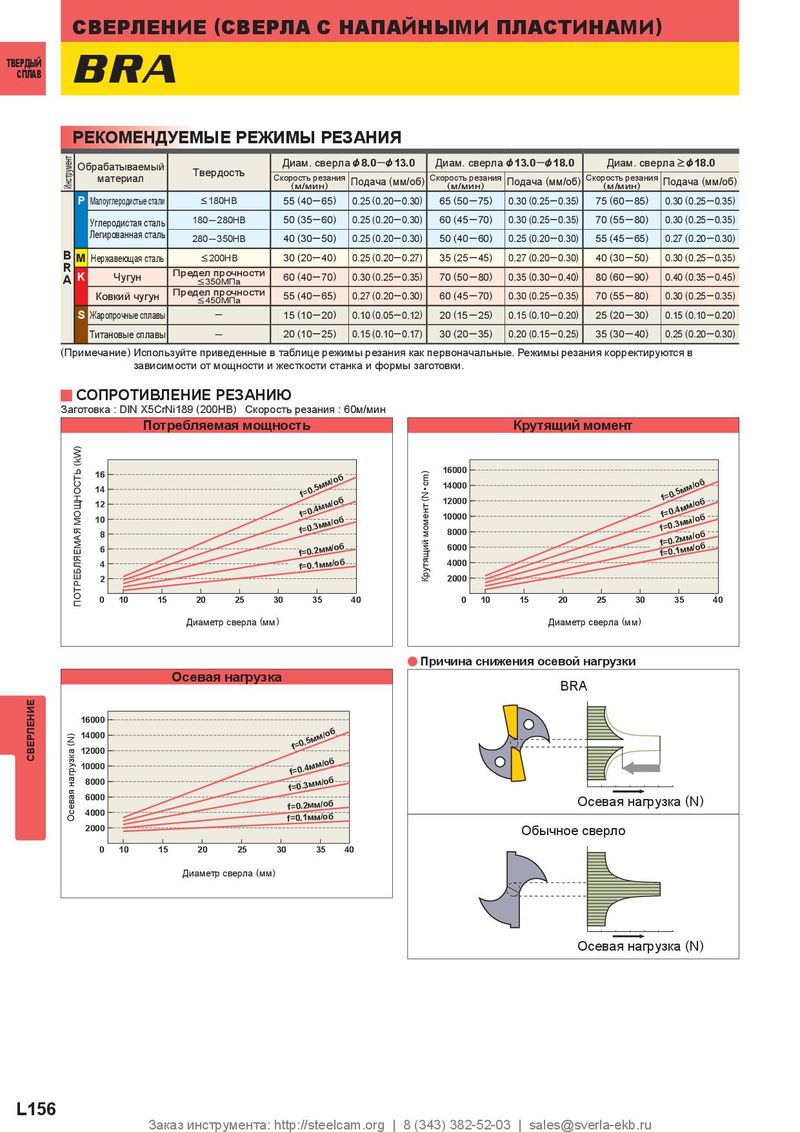
СВЕРЛЕНИЕ ( СВЕРЛА С НАПАЙНЫМИ ПЛАСТИНАМИ ) ТВЕРДЫЙ СПЛАВ BRA РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Обрабатываемый Диам. сверла & 8.0 ─& 13.0 Диам. сверла & 13.0 ─& 18.0 Диам. сверла > & 18.0 Твердость материал Скорость резания Скорость резания Скорость резания Инструмент ( м/мин ) Подача ( мм/об ) ( м/мин ) Подача ( мм/об ) ( м/мин ) Подача ( мм/об ) P Малоуглеродистые стали < 180HB 55 ( 40 ─ 65 ) 0.25 ( 0.20 ─ 0.30 ) 65 ( 50 ─ 75 ) 0.30 ( 0.25 ─ 0.35 ) 75 ( 60 ─ 85 ) 0.30 ( 0.25 ─ 0.35 ) Углеродистая сталь 180 ─ 280HB 50 ( 35 ─ 60 ) 0.25 ( 0.20 ─ 0.30 ) 60 ( 45 ─ 70 ) 0.30 ( 0.25 ─ 0.35 ) 70 ( 55 ─ 80 ) 0.30 ( 0.25 ─ 0.35 ) Легированная сталь 280 ─ 350HB 40 ( 30 ─ 50 ) 0.25 ( 0.20 ─ 0.30 ) 50 ( 40 ─ 60 ) 0.25 ( 0.20 ─ 0.30 ) 55 ( 45 ─ 65 ) 0.27 ( 0.20 ─ 0.30 ) B R M Нержавеющая сталь < 200HB 30 ( 20 ─ 40 ) 0.25 ( 0.20 ─ 0.27 ) 35 ( 25 ─ 45 ) 0.27 ( 0.20 ─ 0.30 ) 40 ( 30 ─ 50 ) 0.30 ( 0.25 ─ 0.35 ) A Предел прочности K Чугун < 350МПа 60 ( 40 ─ 70 ) 0.30 ( 0.25 ─ 0.35 ) 70 ( 50 ─ 80 ) 0.35 ( 0.30 ─ 0.40 ) 80 ( 60 ─ 90 ) 0.40 ( 0.35 ─ 0.45 ) Предел прочности Ковкий чугун 55 ( 40 ─ 65 ) 0.27 ( 0.20 ─ 0.30 ) 60 ( 45 ─ 70 ) 0.30 ( 0.25 ─ 0.35 ) 70 ( 55 ─ 80 ) 0.30 ( 0.25 ─ 0.35 ) < 450МПа S Жаропрочные сплавы ─ 15 ( 10 ─ 20 ) 0.10 ( 0.05 ─ 0.12 ) 20 ( 15 ─ 25 ) 0.15 ( 0.10 ─ 0.20 ) 25 ( 20 ─ 30 ) 0.15 ( 0.10 ─ 0.20 ) Титановые сплавы ─ 20 ( 10 ─ 25 ) 0.15 ( 0.10 ─ 0.17 ) 30 ( 20 ─ 35 ) 0.20 ( 0.15 ─ 0.25 ) 35 ( 30 ─ 40 ) 0.25 ( 0.20 ─ 0.30 ) ( Примечание ) Используйте приведенные в таблице режимы резания как первоначальные. Режимы резания корректируются в зависимости от мощности и жесткости станка и формы заготовки. y СОПРОТИВЛЕНИЕ РЕЗАНИЮ Заготовка : DIN X5CrNi189 ( 200HB ) Скорость резания : 60м/мин Потребляемая мощность Крутящий момент ) ( kW ) 16000 16 14 14000 f=0.5мм/об ( N•cm f=0.5мм/об 12 12000 f=0.4мм/об f=0.4мм/об 10 10000 8 f=0.3мм/об 8000 f=0.3мм/об f=0.2мм/об 6 6000 f=0.2мм/об f=0.1мм/об 4 f=0.1мм/об 4000 2 Крутящий момент 2000 ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ 0 10 15 20 25 30 35 40 0 10 15 20 25 30 35 40 Диаметр сверла ( мм ) Диаметр сверла ( мм ) a Причина снижения осевой нагрузки Осевая нагрузка BRA 16000 ) 14000 ( N 12000 f=0.5мм/об СВЕРЛЕНИЕ 10000 f=0.4мм/об 8000 f=0.3мм/об 6000 f=0.2мм/об Осевая нагрузка ( N ) 4000 Осевая нагрузка f=0.1мм/об 2000 Обычное сверло 0 10 15 20 25 30 35 40 Диаметр сверла ( мм ) Осевая нагрузка ( N ) L156 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru