Каталог Mitsubishi Materials сверлильные инструменты - страница 134
Навигация
 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части 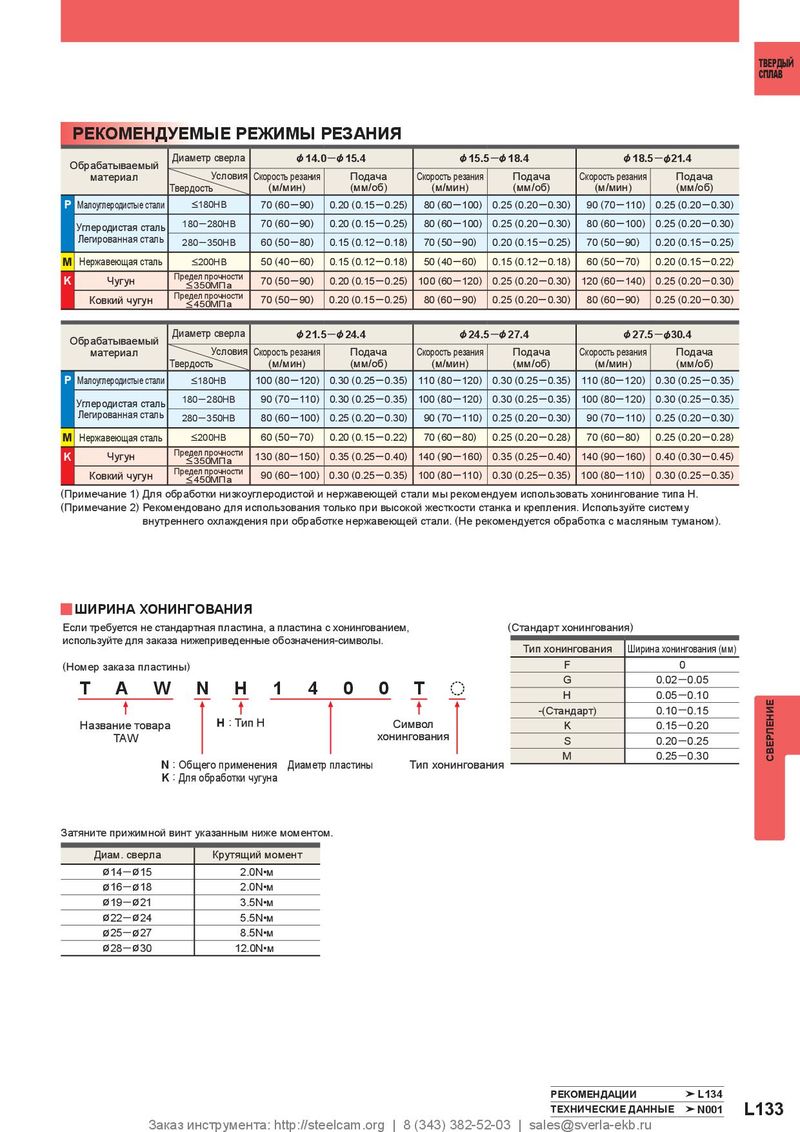
ТВЕРДЫЙ СПЛАВ РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Диаметр сверла & 14.0 ─ & 15.4 & 15.5 ─ & 18.4 & 18.5 ─ &21.4 Обрабатываемый материал Условия Скорость резания Подача Скорость резания Подача Скорость резания Подача Твердость (м/мин) (мм/об) (м/мин) (мм/об) (м/мин) (мм/об) P Малоуглеродистые стали <180HB 70 ( 60 ─ 90 ) 0.20 ( 0.15 ─ 0.25 ) 80 ( 60 ─ 100 ) 0.25 ( 0.20 ─ 0.30 ) 90 ( 70 ─ 110 ) 0.25 ( 0.20 ─ 0.30 ) 180 ─ 280HB Углеродистая сталь 70 ( 60 ─ 90 ) 0.20 ( 0.15 ─ 0.25 ) 80 ( 60 ─ 100 ) 0.25 ( 0.20 ─ 0.30 ) 80 ( 60 ─ 100 ) 0.25 ( 0.20 ─ 0.30 ) Легированная сталь 280 ─ 350HB 60 ( 50 ─ 80 ) 0.15 ( 0.12 ─ 0.18 ) 70 ( 50 ─ 90 ) 0.20 ( 0.15 ─ 0.25 ) 70 ( 50 ─ 90 ) 0.20 ( 0.15 ─ 0.25 ) M Нержавеющая сталь <200HB 50 ( 40 ─ 60 ) 0.15 ( 0.12 ─ 0.18 ) 50 ( 40 ─ 60 ) 0.15 ( 0.12 ─ 0.18 ) 60 ( 50 ─ 70 ) 0.20 ( 0.15 ─ 0.22 ) Предел прочности K Чугун 70 ( 50 ─ 90 ) 0.20 ( 0.15 ─ 0.25 ) 100 ( 60 ─ 120 ) 0.25 ( 0.20 ─ 0.30 ) 120 ( 60 ─ 140 ) 0.25 ( 0.20 ─ 0.30 ) < 350МПа Предел прочности Ковкий чугун 70 ( 50 ─ 90 ) 0.20 ( 0.15 ─ 0.25 ) 80 ( 60 ─ 90 ) 0.25 ( 0.20 ─ 0.30 ) 80 ( 60 ─ 90 ) 0.25 ( 0.20 ─ 0.30 ) < 450МПа Диаметр сверла & 21.5 ─ & 24.4 & 24.5 ─ & 27.4 & 27.5 ─ &30.4 Обрабатываемый материал Условия Скорость резания Подача Скорость резания Подача Скорость резания Подача Твердость (м/мин) (мм/об) (м/мин) (мм/об) (м/мин) (мм/об) P Малоуглеродистые стали <180HB 100 ( 80 ─ 120 ) 0.30 ( 0.25 ─ 0.35 ) 110 ( 80 ─ 120 ) 0.30 ( 0.25 ─ 0.35 ) 110 ( 80 ─ 120 ) 0.30 ( 0.25 ─ 0.35 ) 180 ─ 280HB 90 ( 70 ─ 110 ) 0.30 ( 0.25 ─ 0.35 ) 100 ( 80 ─ 120 ) 0.30 ( 0.25 ─ 0.35 ) 100 ( 80 ─ 120 ) 0.30 ( 0.25 ─ Углеродистая сталь 0.35 ) Легированная сталь 280 ─ 350HB 80 ( 60 ─ 100 ) 0.25 ( 0.20 ─ 0.30 ) 90 ( 70 ─ 110 ) 0.25 ( 0.20 ─ 0.30 ) 90 ( 70 ─ 110 ) 0.25 ( 0.20 ─ 0.30 ) M Нержавеющая сталь <200HB 60 ( 50 ─ 70 ) 0.20 ( 0.15 ─ 0.22 ) 70 ( 60 ─ 80 ) 0.25 ( 0.20 ─ 0.28 ) 70 ( 60 ─ 80 ) 0.25 ( 0.20 ─ 0.28 ) Предел прочности K Чугун 130 ( 80 ─ 150 ) 0.35 ( 0.25 ─ 0.40 ) 140 ( 90 ─ 160 ) 0.35 ( 0.25 ─ 0.40 ) 140 ( 90 ─ 160 ) 0.40 ( 0.30 ─ 0.45 ) < 350МПа Предел прочности Ковкий чугун 90 ( 60 ─ 100 ) 0.30 ( 0.25 ─ 0.35 ) 100 ( 80 ─ 110 ) 0.30 ( 0.25 ─ 0.35 ) 100 ( 80 ─ 110 ) 0.30 ( 0.25 ─ 0.35 ) < 450МПа ( Примечание 1 ) Для обработки низкоуглеродистой и нержавеющей стали мы рекомендуем использовать хонингование типа H. ( Примечание 2 ) Рекомендовано для использования только при высокой жесткости станка и крепления. Используйте систему внутреннего охлаждения при обработке нержавеющей стали. ( Не рекомендуется обработка с масляным туманом ) . y ШИРИНА ХОНИНГОВАНИЯ Если требуется не стандартная пластина, а пластина с хонингованием, ( Стандарт хонингования ) используйте для заказа нижеприведенные обозначения-символы. Тип хонингования Ширина хонингования (мм) ( Номер заказа пластины ) F 0 G 0.02 ─ 0.05 T A W N H 1 4 0 0 T o H 0.05 ─ 0.10 -(Стандарт) 0.10 ─ 0.15 Название товара H : Тип H Символ K 0.15 ─ 0.20 TAW хонингования S 0.20 ─ 0.25 M 0.25 ─ 0.30 СВЕРЛЕНИЕ N : Общего применения Диаметр пластины Тип хонингования K : Для обработки чугуна Затяните прижимной винт указанным ниже моментом. Диам. сверла Крутящий момент ø 14 ─ ø 15 2.0N•м ø 16 ─ ø 18 2.0N•м ø 19 ─ ø 21 3.5N•м ø 22 ─ ø 24 5.5N•м ø 25 ─ ø 27 8.5N•м ø 28 ─ ø 30 12.0N•м РЕКОМЕНДАЦИИ L134 ТЕХНИЧЕСКИЕ ДАННЫЕ N001 L133 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru