Каталог Mitsubishi Materials сверлильные инструменты - страница 123
Навигация
 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части 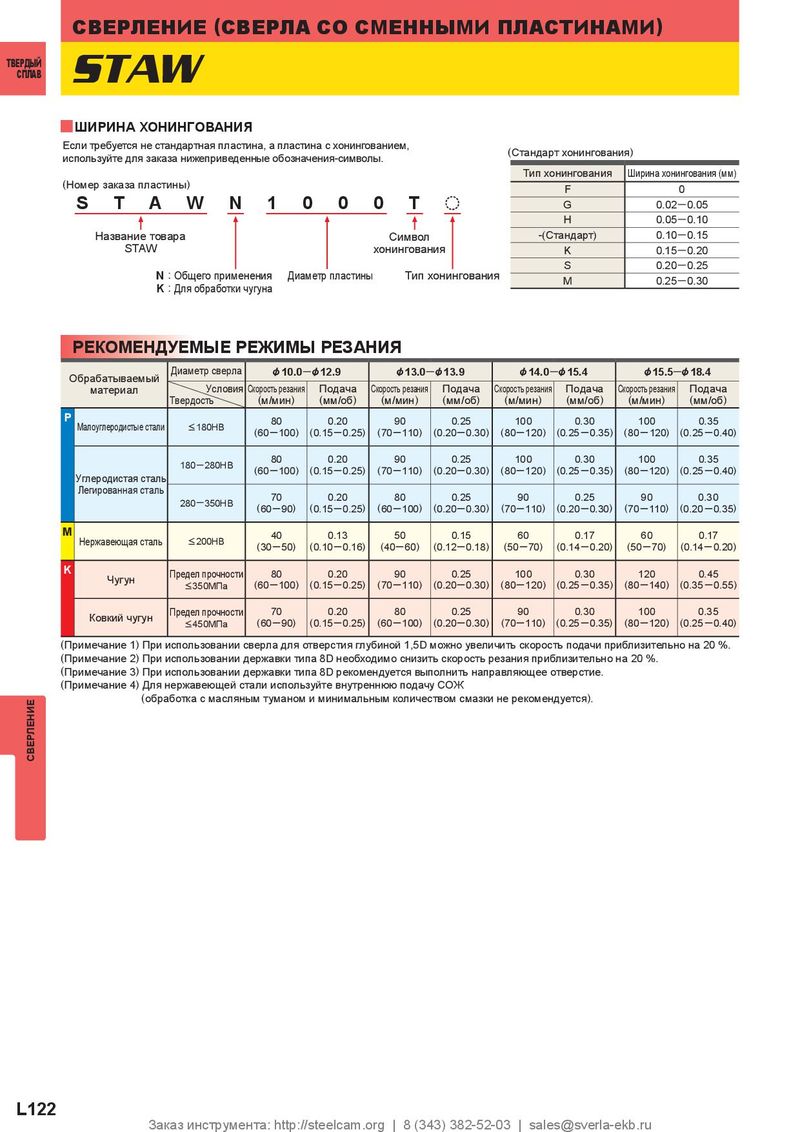
СВЕРЛЕНИЕ ( СВЕРЛА СО СМЕННЫМИ ПЛАСТИНАМИ ) ТВЕРДЫЙ СПЛАВ STAW y ШИРИНА ХОНИНГОВАНИЯ Если требуется не стандартная пластина, а пластина с хонингованием, ( Стандарт хонингования ) используйте для заказа нижеприведенные обозначения-символы. Тип хонингования Ширина хонингования (мм) ( Номер заказа пластины ) F 0 S T A W N 1 0 0 0 T o G 0.02 ─ 0.05 H 0.05 ─ 0.10 Название товара Символ -(Стандарт) 0.10 ─ 0.15 STAW хонингования K 0.15 ─ 0.20 S 0.20 ─ 0.25 N : Общего применения Диаметр пластины Тип хонингования M 0.25 ─ 0.30 K : Для обработки чугуна РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Диаметр сверла & 10.0 ─ & 12.9 & 13.0 ─ & 13.9 & 14.0 ─ & 15.4 & 15.5 ─ & 18.4 Обрабатываемый материал Условия Скорость резания Подача Скорость резания Подача Скорость резания Подача Скорость резания Подача Твердость ( м/мин ) ( мм/об ) ( м/мин ) ( мм/об ) ( м/мин ) ( мм/об ) ( м/мин ) ( мм/об ) P 80 0.20 90 0.25 100 0.30 100 0.35 Малоуглеродистые стали < 180HB ( 60 ─ 100 ) ( 0.15 ─ 0.25 ) ( 70 ─ 110 ) ( 0.20 ─ 0.30 ) ( 80 ─ 120 ) ( 0.25 ─ 0.35 ) ( 80 ─ 120 ) ( 0.25 ─ 0.40 ) 80 0.20 90 0.25 100 0.30 100 0.35 180 ─ 280HB ( 60 ─ 100 ) ( 0.15 ─ 0.25 ) ( 70 ─ 110 ) ( 0.20 ─ 0.30 ) ( 80 ─ 120 ) ( 0.25 ─ 0.35 ) ( 80 ─ 120 ) ( 0.25 ─ 0.40 ) Углеродистая сталь Легированная сталь 70 0.20 80 0.25 90 0.25 90 0.30 280 ─ 350HB ( 60 ─ 90 ) ( 0.15 ─ 0.25 ) ( 60 ─ 100 ) ( 0.20 ─ 0.30 ) ( 70 ─ 110 ) ( 0.20 ─ 0.30 ) ( 70 ─ 110 ) ( 0.20 ─ 0.35 ) M 40 0.13 50 0.15 60 0.17 60 0.17 Нержавеющая сталь < 200HB ( 30 ─ 50 ) ( 0.10 ─ 0.16 ) ( 40 ─ 60 ) ( 0.12 ─ 0.18 ) ( 50 ─ 70 ) ( 0.14 ─ 0.20 ) ( 50 ─ 70 ) ( 0.14 ─ 0.20 ) K Предел прочности 80 0.20 90 0.25 100 0.30 120 0.45 Чугун < 350МПа ( 60 ─ 100 ) ( 0.15 ─ 0.25 ) ( 70 ─ 110 ) ( 0.20 ─ 0.30 ) ( 80 ─ 120 ) ( 0.25 ─ 0.35 ) ( 80 ─ 140 ) ( 0.35 ─ 0.55 ) Предел прочности 70 0.20 80 0.25 90 0.30 100 0.35 Ковкий чугун < 450МПа ( 60 ─ 90 ) ( 0.15 ─ 0.25 ) ( 60 ─ 100 ) ( 0.20 ─ 0.30 ) ( 70 ─ 110 ) ( 0.25 ─ 0.35 ) ( 80 ─ 120 ) ( 0.25 ─ 0.40 ) ( Примечание 1 ) При использовании сверла для отверстия глубиной 1,5D можно увеличить скорость подачи приблизительно на 20 %. ( Примечание 2 ) При использовании державки типа 8D необходимо снизить скорость резания приблизительно на 20 %. ( Примечание 3 ) При использовании державки типа 8D рекомендуется выполнить направляющее отверстие. ( Примечание 4 ) Для нержавеющей стали используйте внутреннюю подачу СОЖ ( обработка с масляным туманом и минимальным количеством смазки не рекомендуется ) . СВЕРЛЕНИЕ L122 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru