Каталог Mitsubishi Materials сверлильные инструменты - страница 111
Навигация
 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части 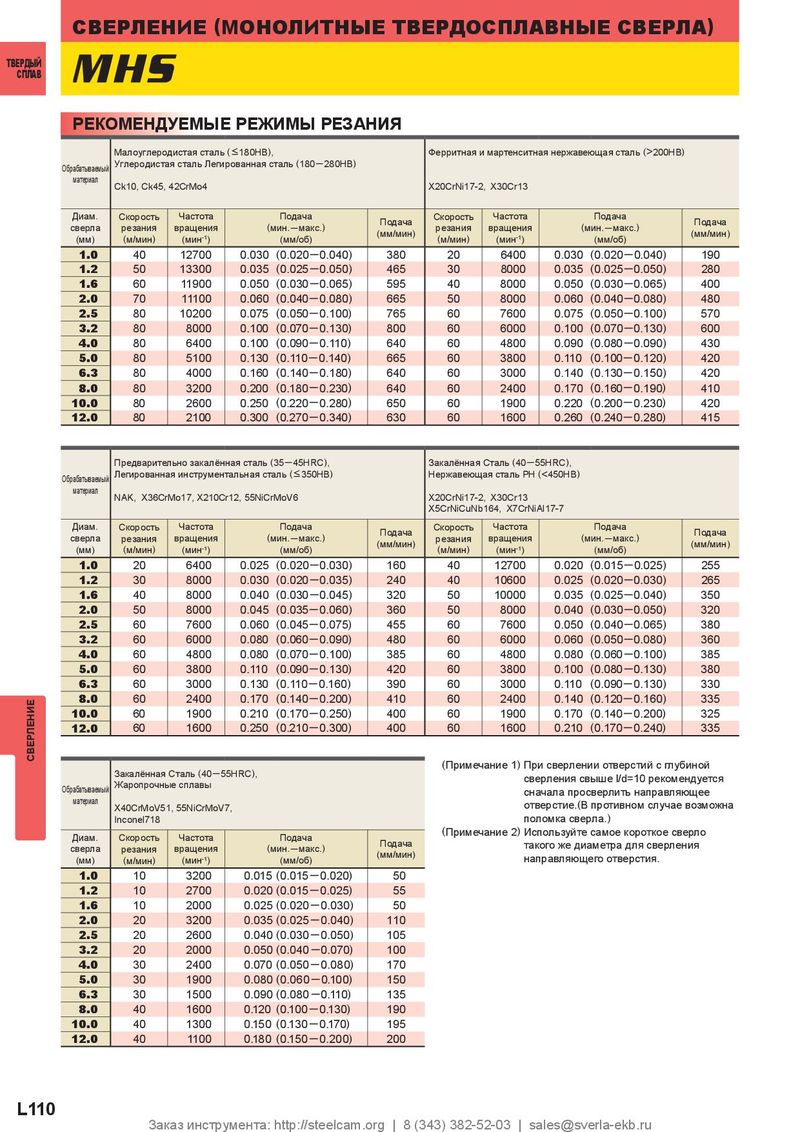
СВЕРЛЕНИЕ ( МОНОЛИТНЫЕ ТВЕРДОСПЛАВНЫЕ СВЕРЛА ) ТВЕРДЫЙ СПЛАВ MHS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Малоуглеродистая сталь ( < 180HB ) , Ферритная и мартенситная нержавеющая сталь ( >200HB ) Углеродистая сталь Легированная сталь ( 180 ─ 280HB ) Обрабатываемый материал Ck10, Ck45, 42CrMo4 X20CrNi17-2, X30Cr13 Диам. Скорость Частота Подача Скорость Частота Подача Подача Подача сверла резания вращения ( мин. ─ макс. ) резания вращения ( мин. ─ макс. ) (мм/мин) (мм) ( м/мин ) (мин -1 ) (мм/об) ( м/мин ) (мин -1 (мм/мин) ) (мм/об) 1.0 40 12700 0.030 ( 0.020 ─ 0.040 ) 380 20 6400 0.030 ( 0.020 ─ 0.040 ) 190 1.2 50 13300 0.035 ( 0.025 ─ 0.050 ) 465 30 8000 0.035 ( 0.025 ─ 0.050 ) 280 1.6 60 11900 0.050 ( 0.030 ─ 0.065 ) 595 40 8000 0.050 ( 0.030 ─ 0.065 ) 400 2.0 70 11100 0.060 ( 0.040 ─ 0.080 ) 665 50 8000 0.060 ( 0.040 ─ 0.080 ) 480 2.5 80 10200 0.075 ( 0.050 ─ 0.100 ) 765 60 7600 0.075 ( 0.050 ─ 0.100 ) 570 3.2 80 8000 0.100 ( 0.070 ─ 0.130 ) 800 60 6000 0.100 ( 0.070 ─ 0.130 ) 600 4.0 80 6400 0.100 ( 0.090 ─ 0.110 ) 640 60 4800 0.090 ( 0.080 ─ 0.090 ) 430 5.0 80 5100 0.130 ( 0.110 ─ 0.140 ) 665 60 3800 0.110 ( 0.100 ─ 0.120 ) 420 6.3 80 4000 0.160 ( 0.140 ─ 0.180 ) 640 60 3000 0.140 ( 0.130 ─ 0.150 ) 420 8.0 80 3200 0.200 ( 0.180 ─ 0.230 ) 640 60 2400 0.170 ( 0.160 ─ 0.190 ) 410 10.0 80 2600 0.250 ( 0.220 ─ 0.280 ) 650 60 1900 0.220 ( 0.200 ─ 0.230 ) 420 12.0 80 2100 0.300 ( 0.270 ─ 0.340 ) 630 60 1600 0.260 ( 0.240 ─ 0.280 ) 415 Предварительно закалённая сталь ( 35 ─ 45HRC ) , Закалённая Сталь ( 40 ─ 55HRC ) , Легированная инструментальная сталь (< 350HB ) Нержавеющая сталь PH ( Обрабатываемый < 450HB ) материал NAK, X36CrMo17, X210Cr12, 55NiCrMoV6 X20CrNi17-2, X30Cr13 X5CrNiCuNb164, X7CrNiAl17-7 Диам. Скорость Частота Подача Скорость Частота Подача Подача Подача сверла резания вращения ( мин. ─ макс. ) резания вращения ( мин. ─ макс. ) (мм/мин) (мм/мин) (мм) ( м/мин ) (мин -1 ) (мм/об) ( м/мин ) (мин -1 ) (мм/об) 1.0 20 6400 0.025 ( 0.020 ─ 0.030 ) 160 40 12700 0.020 ( 0.015 ─ 0.025 ) 255 1.2 30 8000 0.030 ( 0.020 ─ 0.035 ) 240 40 10600 0.025 ( 0.020 ─ 0.030 ) 265 1.6 40 8000 0.040 ( 0.030 ─ 0.045 ) 320 50 10000 0.035 ( 0.025 ─ 0.040 ) 350 2.0 50 8000 0.045 ( 0.035 ─ 0.060 ) 360 50 8000 0.040 ( 0.030 ─ 0.050 ) 320 2.5 60 7600 0.060 ( 0.045 ─ 0.075 ) 455 60 7600 0.050 ( 0.040 ─ 0.065 ) 380 3.2 60 6000 0.080 ( 0.060 ─ 0.090 ) 480 60 6000 0.060 ( 0.050 ─ 0.080 ) 360 4.0 60 4800 0.080 ( 0.070 ─ 0.100 ) 385 60 4800 0.080 ( 0.060 ─ 0.100 ) 385 5.0 60 3800 0.110 ( 0.090 ─ 0.130 ) 420 60 3800 0.100 ( 0.080 ─ 0.130 ) 380 6.3 60 3000 0.130 ( 0.110 ─ 0.160 ) 390 60 3000 0.110 ( 0.090 ─ 0.130 ) 330 8.0 60 2400 0.170 ( 0.140 ─ 0.200 ) 410 60 2400 0.140 ( 0.120 ─ 0.160 ) 335 10.0 60 1900 0.210 ( 0.170 ─ 0.250 ) 400 60 1900 0.170 ( 0.140 ─ 0.200 ) 325 12.0 60 1600 0.250 ( 0.210 ─ 0.300 ) 400 60 1600 0.210 ( 0.170 ─ 0.240 ) 335 СВЕРЛЕНИЕ ( Примечание 1 ) При сверлении отверстий с глубиной Закалённая Сталь ( 40 ─ 55HRC ) , сверления cвыше l/d=10 рекомендуется Жаропрочные сплавы Обрабатываемый сначала просверлить направляющее материал X40CrMoV51, 55NiCrMoV7, отверстие. ( В противном случае возможна Inconel718 поломка сверла. ) ( Примечание 2 ) Используйте самое короткое сверло Диам. Скорость Частота Подача Подача сверла резания вращения ( мин. ─ макс. ) такого же диаметра для сверления (мм/мин) (мм) ( м/мин ) (мин -1 ) (мм/об) направляющего отверстия. 1.0 10 3200 0.015 ( 0.015 ─ 0.020 ) 50 1.2 10 2700 0.020 ( 0.015 ─ 0.025 ) 55 1.6 10 2000 0.025 ( 0.020 ─ 0.030 ) 50 2.0 20 3200 0.035 ( 0.025 ─ 0.040 ) 110 2.5 20 2600 0.040 ( 0.030 ─ 0.050 ) 105 3.2 20 2000 0.050 ( 0.040 ─ 0.070 ) 100 4.0 30 2400 0.070 ( 0.050 ─ 0.080 ) 170 5.0 30 1900 0.080 ( 0.060 ─ 0.100 ) 150 6.3 30 1500 0.090 ( 0.080 ─ 0.110 ) 135 8.0 40 1600 0.120 ( 0.100 ─ 0.130 ) 190 10.0 40 1300 0.150 ( 0.130 ─ 0.170 ) 195 12.0 40 1100 0.180 ( 0.150 ─ 0.200 ) 200 L110 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru