Каталог Mitsubishi Materials резьбонарезной инструмент - страница 41
Навигация
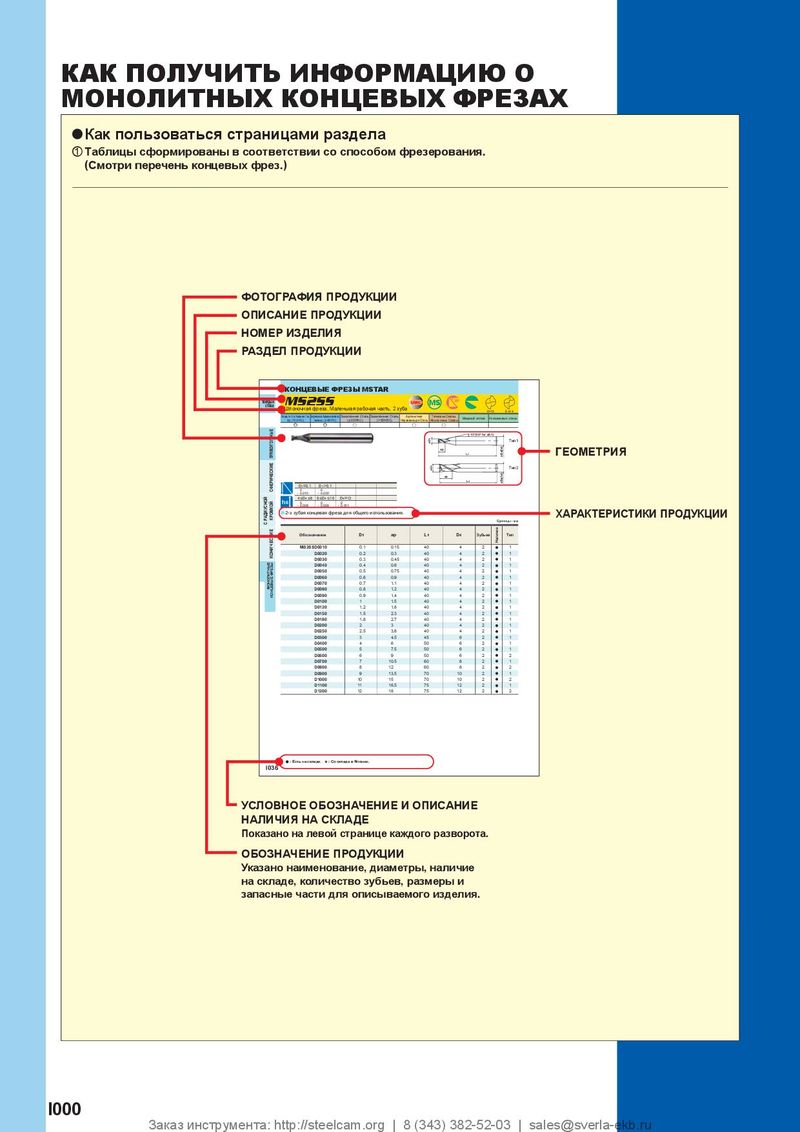 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части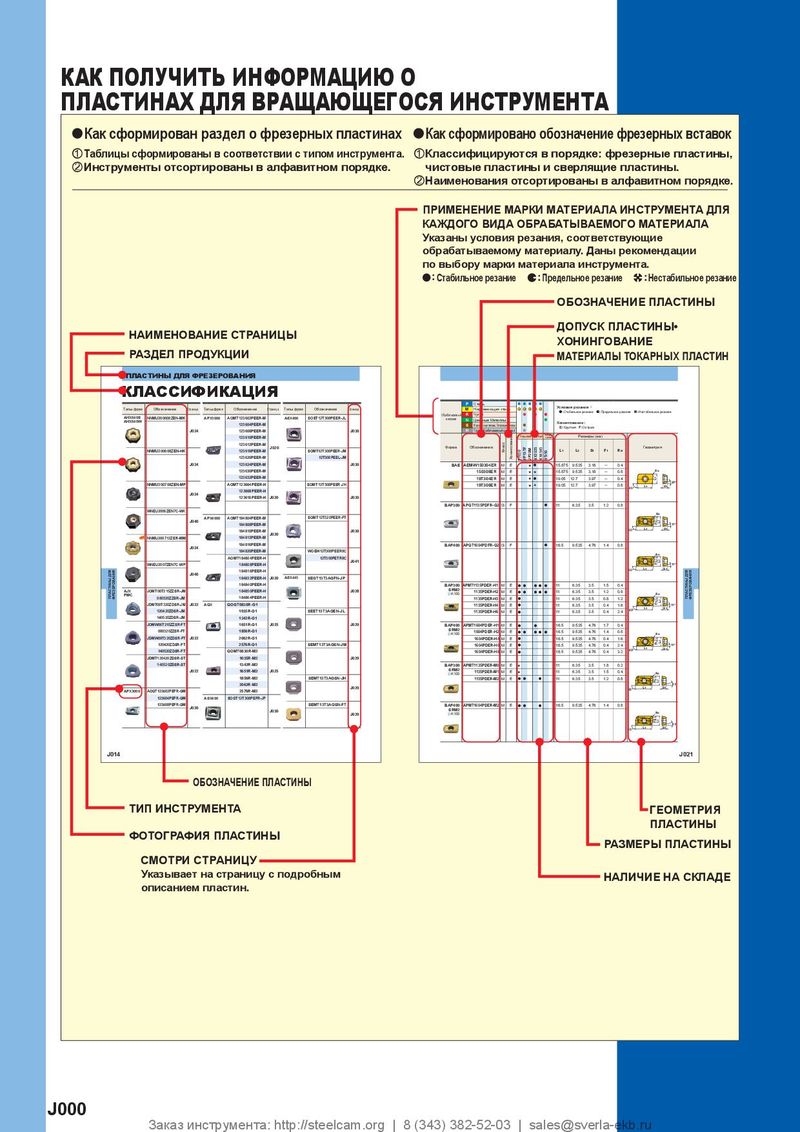 Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования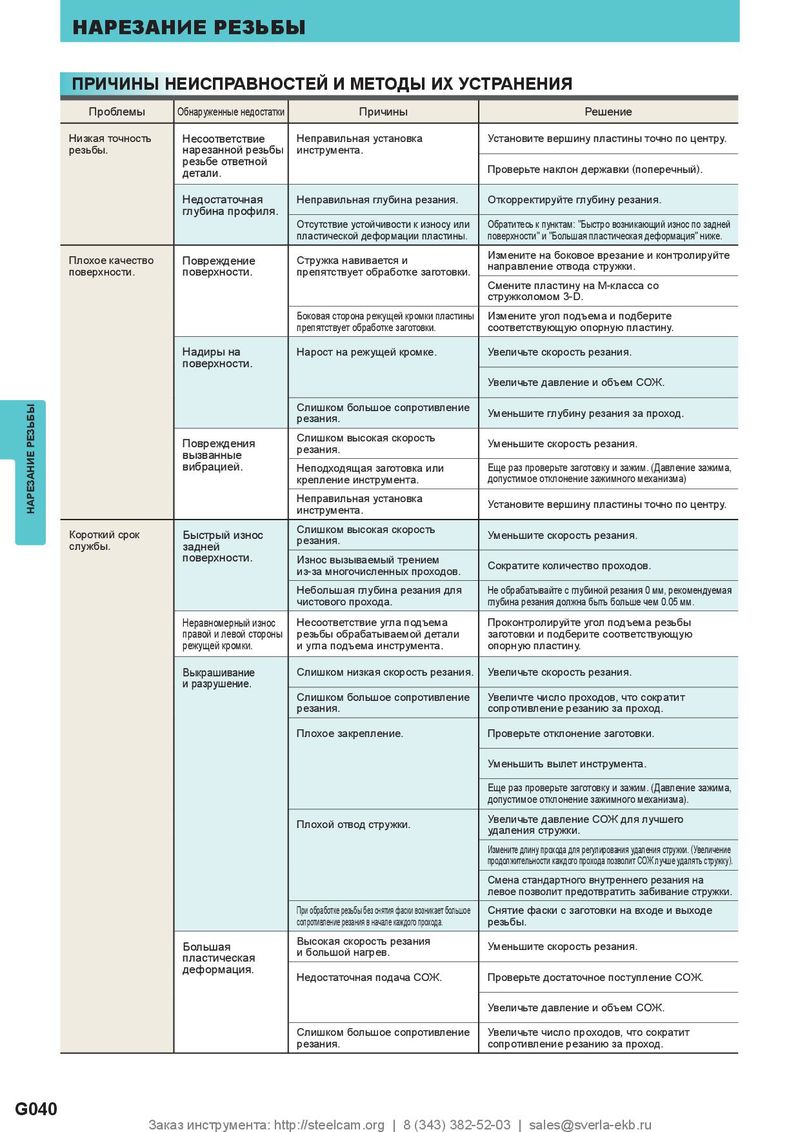
НАРЕЗАНИЕ РЕЗЬБЫ ПРИЧИНЫ НЕИСПРАВНОСТЕЙ И МЕТОДЫ ИХ УСТРАНЕНИЯ Проблемы Обнаруженные недостатки Причины Решение Низкая точность Несоответствие Неправильная установка Установите вершину пластины точно по центру. резьбы. нарезанной резьбы инструмента. резьбе ответной детали. Проверьте наклон державки (поперечный). Недостаточная Неправильная глубина резания. Откорректируйте глубину резания. глубина профиля. Отсутствие устойчивости к износу или Обратитесь к пунктам: "Быстро возникающий износ по задней пластической деформации пластины. поверхности" и "Большая пластическая деформация" ниже. Измените на боковое врезание и контролируйте Плохое качество Повреждение Стружка навивается и направление отвода стружки. поверхности. поверхности. препятствует обработке заготовки. Смените пластину на М-класса со стружколомом 3-D. Боковая сторона режущей кромки пластины Измените угол подъема и подберите препятствует обработке заготовки. соответствующую опорную пластину. Надиры на Нарост на режущей кромке. Увеличьте скорость резания. поверхности. Увеличьте давление и объем СОЖ. Слишком большое сопротивление НАРЕЗАНИЕ РЕЗЬБЫ Уменьшите глубину резания за проход. резания. Слишком высокая скорость Повреждения резания. Уменьшите скорость резания. вызванные вибрацией. Неподходящая заготовка или Еще раз проверьте заготовку и зажим. (Давление зажима, крепление инструмента. допустимое отклонение зажимного механизма) Неправильная установка Установите вершину пластины точно по центру. инструмента. Слишком высокая скорость Короткий срок Быстрый износ резания. Уменьшите скорость резания. службы. задней поверхности. Износ вызываемый трением Сократите количество проходов. из-за многочисленных проходов. Небольшая глубина резания для Не обрабатывайте с глубиной резания 0 мм, рекомендуемая чистового прохода. глубина резания должна быть больше чем 0.05 мм. Неравномерный износ Несоответствие угла подъема Проконтролируйте угол подъема резьбы правой и левой стороны резьбы обрабатываемой детали заготовки и подберите соответствующую режущей кромки. и угла подъема инструмента. опорную пластину. Выкрашивание Слишком низкая скорость резания. Увеличьте скорость резания. и разрушение. Слишком большое сопротивление Увеличте число проходов, что сократит резания. сопротивление резанию за проход. Плохое закрепление. Проверьте отклонение заготовки. Уменьшить вылет инструмента. Еще раз проверьте заготовку и зажим. (Давление зажима, допустимое отклонение зажимного механизма). Увеличьте давление СОЖ для лучшего Плохой отвод стружки. удаления стружки. Измените длину прохода для регулирования удаления стружки. (Увеличение продолжительности каждого прохода позволит СОЖ лучше удалять стружку). Смена стандартного внутреннего резания на левое позволит предотвратить забивание стружки. При обработке резьбы без снятия фаски возникает большое Снятие фаски с заготовки на входе и выходе сопротивление резания в начале каждого прохода. резьбы. Высокая скорость резания Большая и большой нагрев. Уменьшите скорость резания. пластическая деформация. Недостаточная подача СОЖ. Проверьте достаточное поступление СОЖ. Увеличьте давление и объем СОЖ. Слишком большое сопротивление Увеличьте число проходов, что сократит резания. сопротивление резанию за проход. G040 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru