Каталог Mitsubishi Materials пластины для точения - страница 65
Навигация
 Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021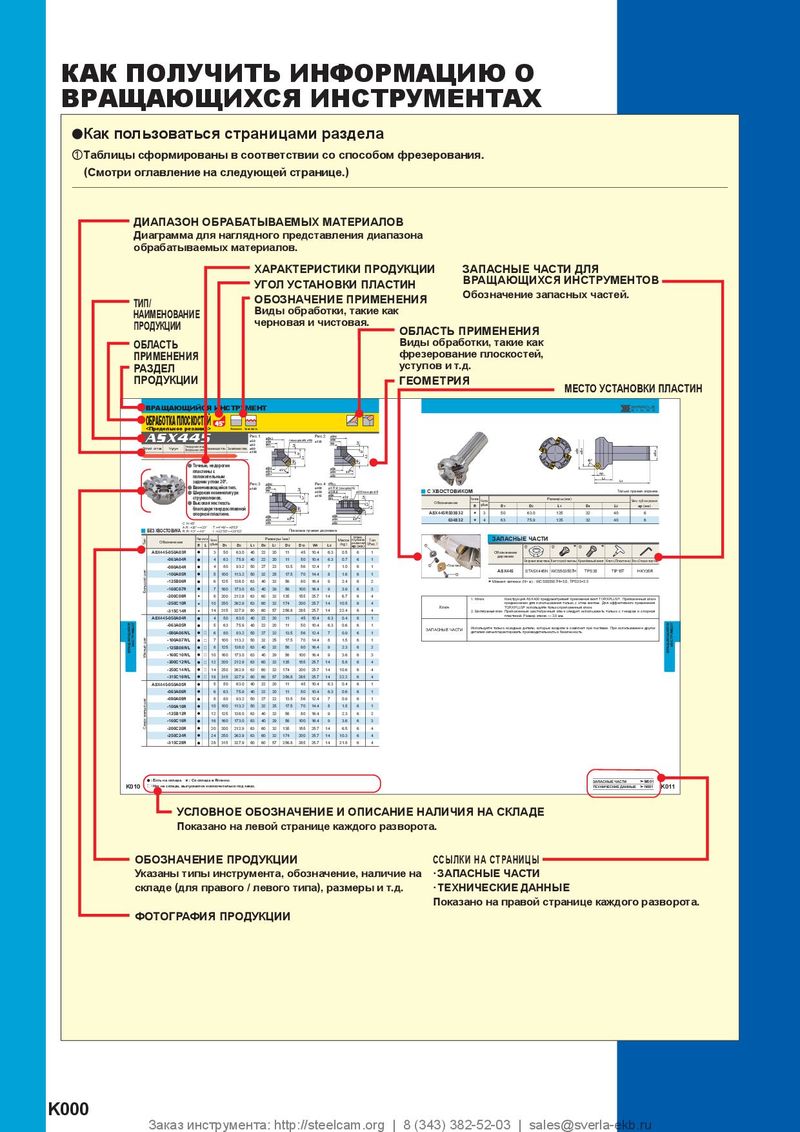 Каталог Mitsubishi Materials вращающийся инструмент
Каталог Mitsubishi Materials вращающийся инструмент 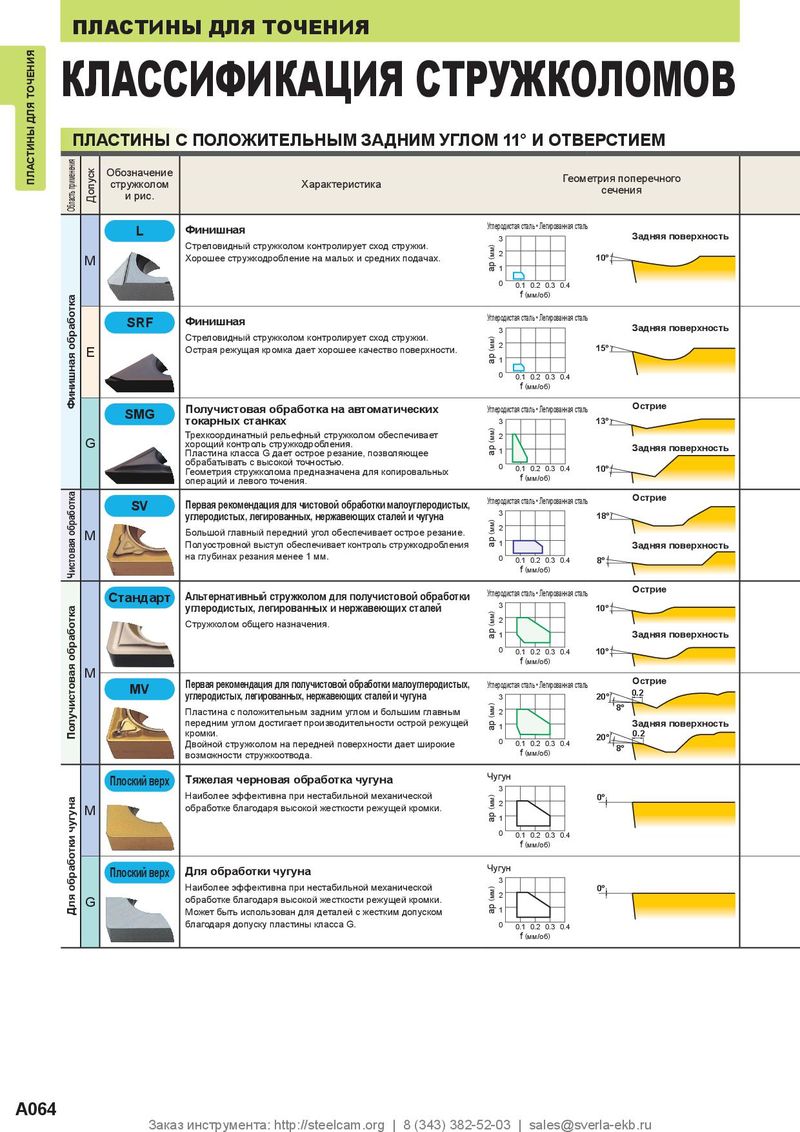
ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ КЛАССИФИКАЦИЯ СТРУЖКОЛОМОВ ПЛАСТИНЫ С ПОЛОЖИТЕЛЬНЫМ ЗАДНИМ УГЛОМ 11° И ОТВЕРСТИЕМ Ромбическая 80° Ромбическая 55° Квадратная 90° Треугольная 60° Ромбическая 35° Тригональная 80° Круглая Обозначение Обозначение ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ Геометрия поперечного стружколом Характеристика стружколома и сечения Допуск и рис. форма канавки Область применения Углеродистая сталь • Легированная сталь Финишная TPMX_L L 3 Задняя поверхность L Стреловидный стружколом контролирует сход стружки. ) Хорошее стружкодробление на малых и средних подачах. ( мм 2 10° M ap 1 0 0.1 0.2 0.3 0.4 f ( мм/об ) ^ A148 Углеродистая сталь • Легированная сталь Финишная VPET_SRF SRF 3 Задняя поверхность SRF Стреловидный стружколом контролирует сход стружки. ) ( мм 2 Острая режущая кромка дает хорошее качество поверхности. 15° E ap 1 0 0.1 0.2 0.3 0.4 f ( мм/об ) ^ A156 Финишная обработка Получистовая обработка на автоматических Углеродистая сталь • Легированная сталь Острие VPGT_SMG SMG токарных станках 3 13° SMG ) Трехкоординатный рельефный стружколом обеспечивает ( мм 2 G хорощий контроль стружкодробления. Пластина класса G дает острое резание, позволяющее ap 1 Задняя поверхность обрабатывать с высокой точностью. 0 Геометрия стружколома предназначена для копировальных 0.1 0.2 0.3 0.4 10° операций и левого точения. f ( мм/об ) ^ A156 Углеродистая сталь • Легированная сталь Острие Первая рекомендация для чистовой обработки малоуглеродистых, CPMH_SV TPMH_SV SV 3 углеродистых, легированных, нержавеющих сталей и чугуна ) 18° SV 2 Большой главный передний угол обеспечивает острое резание. ( мм M Полуостровной выступ обеспечивает контроль стружкодробления ap 1 Задняя поверхность на глубинах резания менее 1 мм. 0 0.1 0.2 0.3 0.4 8° f ( мм/об ) ^ A133 ^ A148 Чистовая обработка Углеродистая сталь • Легированная сталь Острие CPMX SPMT TPMX Стандарт Альтернативный стружколом для получистовой обработки углеродистых, легированных и нержавеющих сталей 3 10° Стандарт ) 2 Стружколом общего назначения. ( мм ap 1 Задняя поверхность 0 0.1 0.2 0.3 0.4 10° f ( мм/об ) ^ A133 ^ A143 ^ A148 M Первая рекомендация для получистовой обработки малоуглеродистых, Углеродистая сталь • Легированная сталь Острие CPMH_MV TPMH_MV WPMT_MV MV углеродистых, легированных, нержавеющих сталей и чугуна 3 0.2 20° MV ) Пластина с положительным задним углом и большим главным ( мм 2 8° передним углом достигает производительности острой режущей ap 1 Задняя поверхность Получистовая обработка кромки. 0.2 Двойной стружколом на передней поверхности дает широкие 0 20° 0.1 0.2 0.3 0.4 8° возможности стружкоотвода. f ( мм/об ) ^ A133 ^ A148 ^ A159 Чугун SPMW Плоский верх Тяжелая черновая обработка чугуна 3 Плоский верх ( M ) Наиболее эффективна при нестабильной механической ) 0° 2 M обработке благодаря высокой жесткости режущей кромки. ( мм ap 1 0 0.1 0.2 0.3 0.4 f ( мм/об ) ^ A143 Чугун SPGX TPGX Плоский верх Для обработки чугуна 3 Плоский верх ( G ) Наиболее эффективна при нестабильной механической ) 0° 2 G обработке благодаря высокой жесткости режущей кромки. ( мм Для обработки чугуна Может быть использован для деталей с жестким допуском ap 1 благодаря допуску пластины класса G. 0 0.1 0.2 0.3 0.4 f ( мм/об ) ^ A143 ^ A149 A064 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru