Каталог Mitsubishi Materials пластины для точения - страница 59
Навигация
 Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials вращающийся инструмент
Каталог Mitsubishi Materials вращающийся инструмент 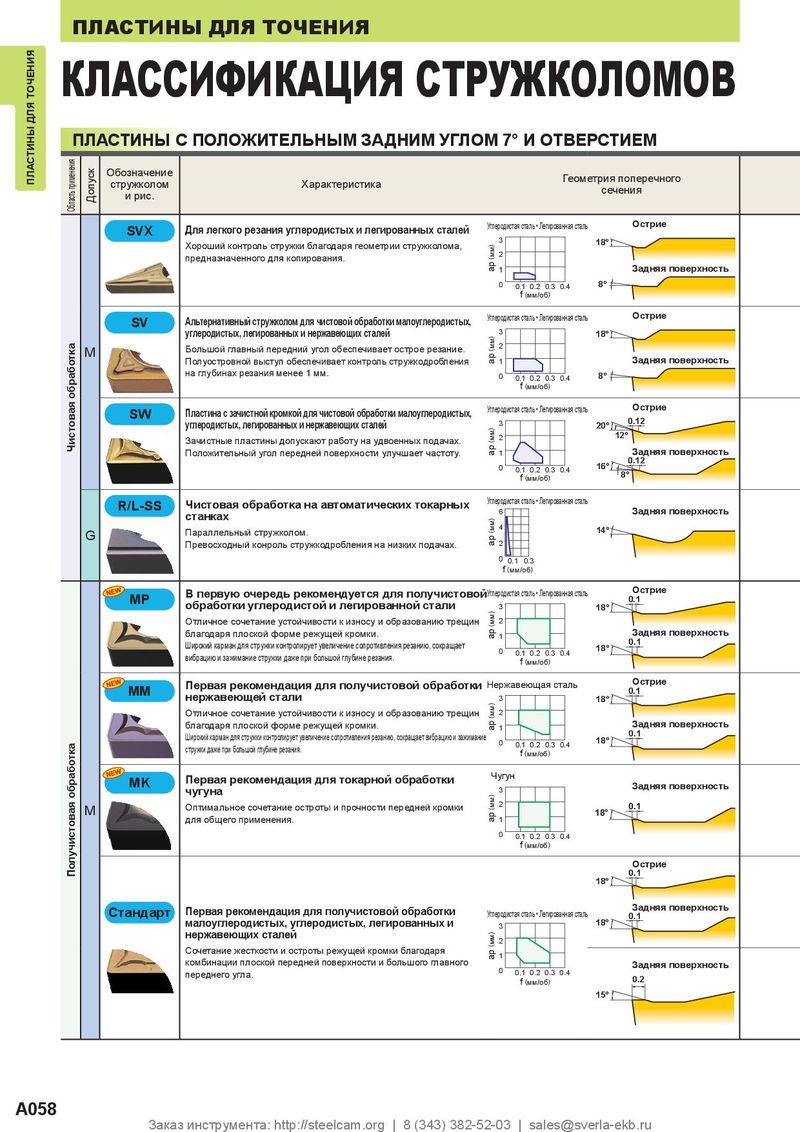
ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ КЛАССИФИКАЦИЯ СТРУЖКОЛОМОВ ПЛАСТИНЫ С ПОЛОЖИТЕЛЬНЫМ ЗАДНИМ УГЛОМ 7° И ОТВЕРСТИЕМ Ромбическая 80° Ромбическая 55° Квадратная 90° Треугольная 60° Ромбическая 35° Тригональная 80° Ромбическая 25° Круглая Обозначение Обозначение ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ Геометрия поперечного стружколом Характеристика стружколома и сечения Допуск и рис. форма канавки Область применения Углеродистая сталь • Легированная сталь Острие Для легкого резания углеродистых и легированных сталей XCMT_SVX SVX 3 Хороший контроль стружки благодаря геометрии стружколома, ) 18° SVX 2 предназначенного для копирования. ( мм ap 1 Задняя поверхность 0 0.1 0.2 0.3 0.4 8° f ( мм/об ) ^ A160 Углеродистая сталь • Легированная сталь Острие Альтернативный стружколом для чистовой обработки малоуглеродистых, CCMH_SV DCMT_SV VCMT_SV SV углеродистых, легированных и нержавеющих сталей 3 ) 18° SV Большой главный передний угол обеспечивает острое резание. ( мм 2 M Полуостровной выступ обеспечивает контроль стружкодробления ap 1 Задняя поверхность на глубинах резания менее 1 мм. 0 0.1 0.2 0.3 0.4 8° f ( мм/об ) ^ A128 ^ A135 ^ A154 Углеродистая сталь • Легированная сталь Острие Пластина с зачистной кромкой для чистовой обработки малоуглеродистых, CCMT_SW SW углеродистых, легированных и нержавеющих сталей 3 0.12 ) 20° SW Зачистные пластины допускают работу на удвоенных подачах. ( мм 2 12° Чистовая обработка Положительный угол передней поверхности улучшает частоту. ap 1 Задняя поверхность 0.12 0 0.1 0.2 0.3 0.4 16° f ( мм/об ) 8° ^ A128 Углеродистая сталь • Легированная сталь Чистовая обработка на автоматических токарных CCGT_R/L-SS DCGT_R/L-SS R/L-SS 6 Задняя поверхность станках R/L-SS ) 4 Параллельный стружколом. ( мм 14° G Превосходный конроль стружкодробления на низких подачах. ap 2 0 0.1 0.3 f ( мм/об ) ^ A129 ^ A135 В первую очередь рекомендуется для получистовой Углеродистая сталь • Легированная сталь Острие CCMT_MP DCMT_MP SCMT_MP TCMT_MP VCMT_MP MP 0.1 обработки углеродистой и легированной стали 3 ) 18° MP Отличное сочетание устойчивости к износу и образованию трещин ( мм 2 благодаря плоской форме режущей кромки. ap 1 Задняя поверхность Широкий карман для стружки контролирует увеличение сопротивления резанию, сокращает 0.1 0 18° 0.1 0.2 0.3 0.4 вибрацию и зажимание стружки даже при большой глубине резания. f ( мм/об ) ^ A129 ^ A135 ^ A141 ^ A145 ^ A154 Первая рекомендация для получистовой обработки Нержавеющая сталь Острие CCMT_MM DCMT_MM SCMT_MM TCMT_MM VCMT_MM MM 0.1 нержавеющей стали 3 ) 18° MM Отличное сочетание устойчивости к износу и образованию трещин ( мм 2 благодаря плоской форме режущей кромки. ap 1 Задняя поверхность Широкий карман для стружки контролирует увеличение сопротивления резанию, сокращает вибрацию и зажимание 0.1 0 18° 0.1 0.2 0.3 0.4 стружки даже при большой глубине резания. f ( мм/об ) ^ A129 ^ A135 ^ A141 ^ A145 ^ A154 Чугун Первая рекомендация для токарной обработки CCMT_MK DCMT_MK SCMT_MK TCMT_MK VCMT_MK MK 3 Задняя поверхность чугуна MK ) Оптимальное сочетание остроты и прочности передней кромки ( мм 2 0.1 M 18° для общего применения. ap 1 0 0.1 0.2 0.3 0.4 f ( мм/об ) ^ A129 ^ A135 ^ A142 ^ A145 ^ A154 Острие 0.1 CCMT DCMT SCMT TCMT VCMT WCMT RCMT Получистовая обработка 18° Задняя поверхность Стандарт Первая рекомендация для получистовой обработки Углеродистая сталь • Легированная сталь 0.1 малоуглеродистых, углеродистых, легированных и 3 18° нержавеющих сталей ) 2 ^ A129 ^ A136 ^ A142 ^ A145 ^ A154 ^ A158 ^ A140 ( мм Стандарт Сочетание жесткости и остроты режущей кромки благодаря ap 1 комбинации плоской передней поверхности и большого главного Задняя поверхность RCMX 0 переднего угла. 0.1 0.2 0.3 0.4 f ( мм/об ) 0.2 15° ^ A140 A058 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru