Каталог Mitsubishi Materials пластины для точения - страница 51
Навигация
 Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials вращающийся инструмент
Каталог Mitsubishi Materials вращающийся инструмент 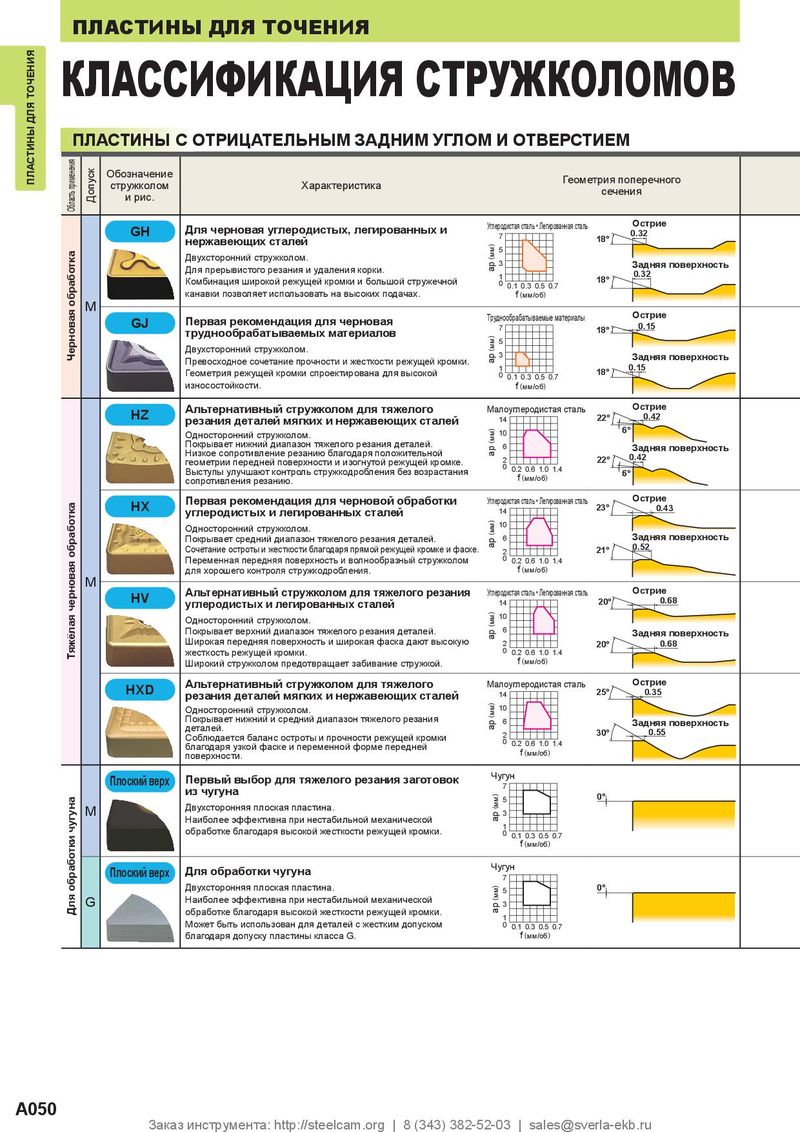
ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ КЛАССИФИКАЦИЯ СТРУЖКОЛОМОВ ПЛАСТИНЫ С ОТРИЦАТЕЛЬНЫМ ЗАДНИМ УГЛОМ И ОТВЕРСТИЕМ Ромбическая 80° Ромбическая 55° Квадратная 90° Треугольная 60° Ромбическая 35° Тригональная 80° Круглая Обозначение Обозначение ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ Геометрия поперечного стружколом Характеристика стружколома и сечения Допуск и рис. форма канавки Область применения Углеродистая сталь • Легированная сталь Острие Для черновая углеродистых, легированных и CNMG_GH DNMG_GH SNMG_GH TNMG_GH WNMG_GH GH 7 0.32 нержавеющих сталей 18° ) GH 5 Двухсторонний стружколом. ( мм 3 Задняя поверхность Для прерывистого резания и удаления корки. ap 1 0.32 Комбинация широкой режущей кромки и большой стружечной 0 18° 0.1 0.3 0.5 0.7 канавки позволяет использовать на высоких подачах. f ( мм/об ) ^ A096 ^ A103 ^ A108 ^ A115 ^ A123 M Труднообрабатываемые материалы Острие Первая рекомендация для черновая CNMG_GJ DNMG_GJ WNMG_GJ GJ 7 18° 0.15 труднообрабатываемых материалов ) GJ 5 Двухсторонний стружколом. ( мм Черновая обработка 3 Превосходное сочетание прочности и жесткости режущей кромки. ap Задняя поверхность 1 0.15 Геометрия режущей кромки спроектирована для высокой 0 18° 0.1 0.3 0.5 0.7 износостойкости. f ( мм/об ) ^ A097 ^ A103 ^ A123 Альтернативный стружколом для тяжелого Малоуглеродистая сталь Острие CNMM_HZ DNMM_HZ SNMM_HZ TNMM_HZ HZ резания деталей мягких и нержавеющих сталей 14 22° 0.42 ) HZ Односторонний стружколом. 10 6° Покрывает нижний диапазон тяжелого резания деталей. ( мм 6 Задняя поверхность Низкое сопротивление резанию благодаря положительной ap геометрии передней поверхности и изогнутой режущей кромке. 2 22° 0.42 0 Выступы улучшают контроль стружкодробления без возрастания 0.2 0.6 1.0 1.4 6° сопротивления резанию. f ( мм/об ) ^ A097 ^ A103 ^ A108 ^ A115 Первая рекомендация для черновой обработки Углеродистая сталь • Легированная сталь Острие CNMM_HX SNMM_HX HX углеродистых и легированных сталей 14 23° 0.43 ) HX 10 Односторонний стружколом. ( мм Покрывает средний диапазон тяжелого резания деталей. 6 Задняя поверхность ap Сочетание остроты и жесткости благодаря прямой режущей кромке и фаске. 2 21° 0.52 Переменная передняя поверхность и волнообразный стружколом 0 0.2 0.6 1.0 1.4 для хорошего контроля стружкодробления. f ( мм/об ) ^ A097 ^ A109 M Альтернативный стружколом для тяжелого резания Углеродистая сталь • Легированная сталь Острие CNMM_HV SNMM_HV HV углеродистых и легированных сталей 14 20° 0.68 ) HV 10 Односторонний стружколом. ( мм Покрывает верхний диапазон тяжелого резания деталей. 6 ap Задняя поверхность Широкая передняя поверхность и широкая фаска дают высокую 2 20° 0.68 0 0.2 0.6 1.0 1.4 Тяжёлая черновая обработка жесткость режущей кромки. Широкий стружколом предотвращает забивание стружкой. f ( мм/об ) ^ A097 ^ A109 Альтернативный стружколом для тяжелого Малоуглеродистая сталь Острие SNMM_HXD HXD резания деталей мягких и нержавеющих сталей 14 25° 0.35 HXD ) Односторонний стружколом. 10 ( мм Покрывает нижний и средний диапазон тяжелого резания 6 Задняя поверхность деталей. ap Соблюдается баланс остроты и прочности режущей кромки 2 30° 0.55 0 благодаря узкой фаске и переменной форме передней 0.2 0.6 1.0 1.4 поверхности. f ( мм/об ) ^ A109 Чугун CNMA DNMA SNMA TNMA WNMA Плоский верх Первый выбор для тяжелого резания заготовок 7 из чугуна Плоский верх ( M ) ) 5 0° Двухсторонняя плоская пластина. ( мм M 3 Наиболее эффективна при нестабильной механической ap 1 обработке благодаря высокой жесткости режущей кромки. 0 0.1 0.3 0.5 0.7 f ( мм/об ) ^ A097 ^ A103 ^ A109 ^ A115 ^ A123 Чугун DNGA SNGA TNGA VNGA Плоский верх Для обработки чугуна 7 Плоский верх ( G ) Двухсторонняя плоская пластина. ) 5 0° Наиболее эффективна при нестабильной механической ( мм G 3 Для обработки чугуна обработке благодаря высокой жесткости режущей кромки. ap 1 Может быть использован для деталей с жестким допуском 0 0.1 0.3 0.5 0.7 благодаря допуску пластины класса G. f ( мм/об ) ^ A103 ^ A109 ^ A115 ^ A118 A050 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru