Каталог Mitsubishi Materials пластины для точения - страница 142
Навигация
 Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials вращающийся инструмент
Каталог Mitsubishi Materials вращающийся инструмент 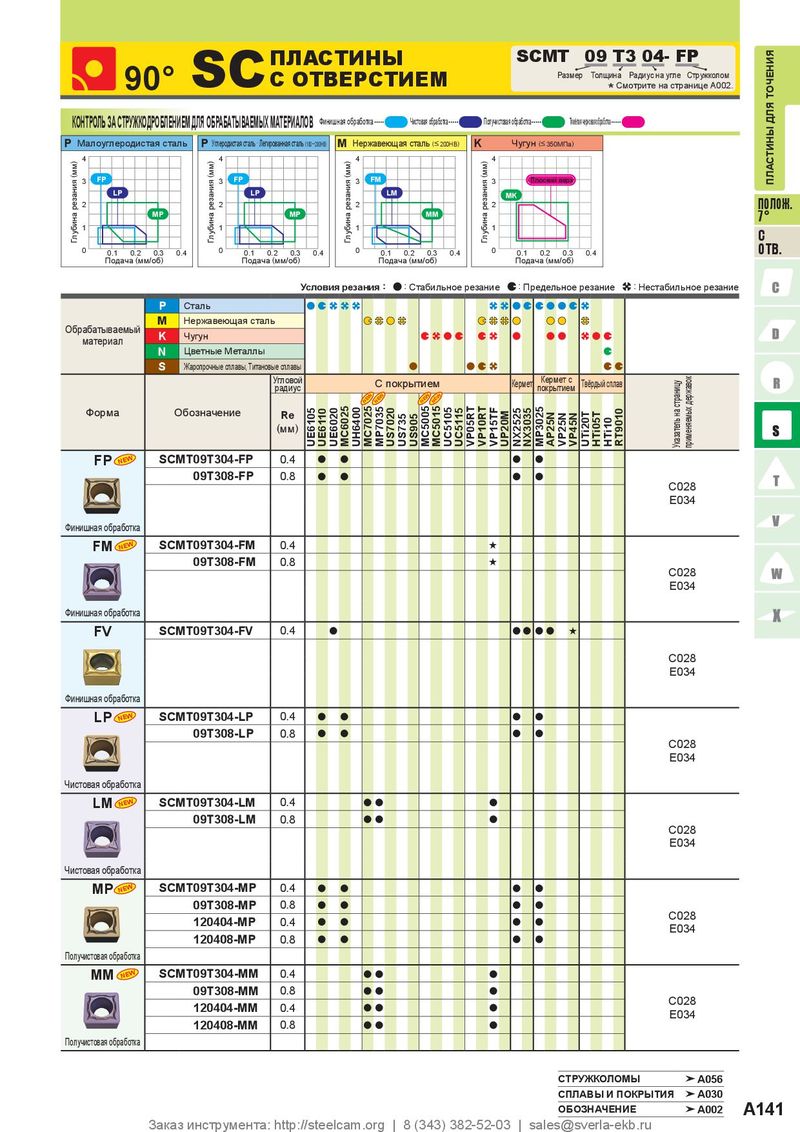
ПЛАСТИНЫ SCMT 09 T3 04- FP Размер Толщина Радиус на угле Стружколом С ОТВЕРСТИЕМ 90° SC Смотрите на странице A002. * КОНТРОЛЬ ЗА СТРУЖКОДРОБЛЕНИЕМ ДЛЯ ОБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ Финишная обработка Чистовая обработка Получистовая обработка Тяжёлая черновая обработка P Малоуглеродистая сталь P Углеродистая сталь · Легированная сталь ( 180 ─ 280HB ) M Нержавеющая сталь (< 200HB ) K Чугун (< 350МПа ) ) 4 ) 4 ) 4 ) 4 ( мм ( мм ( мм ( мм 3 FP 3 FP 3 FM 3 Плоский верх ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ LP LP LM MK 2 2 2 2 ПОЛОЖ. MP MP MM 7 ° 1 1 1 1 Глубина резания Глубина резания Глубина резания Глубина резания С 0 0.1 0.2 0.3 0.4 0 0.1 0.2 0.3 0.4 0 0.1 0.2 0.3 0.4 0 0.1 0.2 0.3 0.4 ОТВ. Подача ( мм/об ) Подача ( мм/об ) Подача ( мм/об ) Подача ( мм/об ) Условия резания : : Стабильное резание : Предельное резание : Нестабильное резание P Сталь M Нержавеющая сталь Обрабатываемый K Чугун материал N Цветные Металлы S Жаропрочные сплавы, Титановые сплавы Угловой Кермет с радиус С покрытием Кермет покрытием Твёрдый сплав NEW NEW NEW NEW Форма Обозначение Re ( мм ) UE6105 UE6110 UE6020 MC6025 UH6400 MC7025 MP7035 US7020 US735 US905 MC5005 MC5015 UC5105 UC5115 VP05RT VP10RT VP15TF UP20M NX2525 NX3035 MP3025 AP25N VP25N VP45N UTi20T HTi05T HTi10 RT9010 Указатель на страницу применяемых державок FP NEW SCMT09T304-FP 0.4 a a a a 09T308-FP 0.8 a a a a C028 E034 Финишная обработка FM NEW SCMT09T304-FM 0.4 s 09T308-FM 0.8 s C028 E034 Финишная обработка FV SCMT09T304-FV 0.4 a a a a a s C028 E034 Финишная обработка LP NEW SCMT09T304-LP 0.4 a a a a 09T308-LP 0.8 a a a a C028 E034 Чистовая обработка LM NEW SCMT09T304-LM 0.4 a a a 09T308-LM 0.8 a a a C028 E034 Чистовая обработка MP NEW SCMT09T304-MP 0.4 a a a a 09T308-MP 0.8 a a a a C028 120404-MP 0.4 a a a a E034 120408-MP 0.8 a a a a Получистовая обработка MM NEW SCMT09T304-MM 0.4 a a a 09T308-MM 0.8 a a a C028 120404-MM 0.4 a a a E034 120408-MM 0.8 a a a Получистовая обработка СТРУЖКОЛОМЫ A056 СПЛАВЫ И ПОКРЫТИЯ A030 ОБОЗНАЧЕНИЕ A002 A141 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru