Каталог Mitsubishi Materials концевые монолитные фрезы - страница 341
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 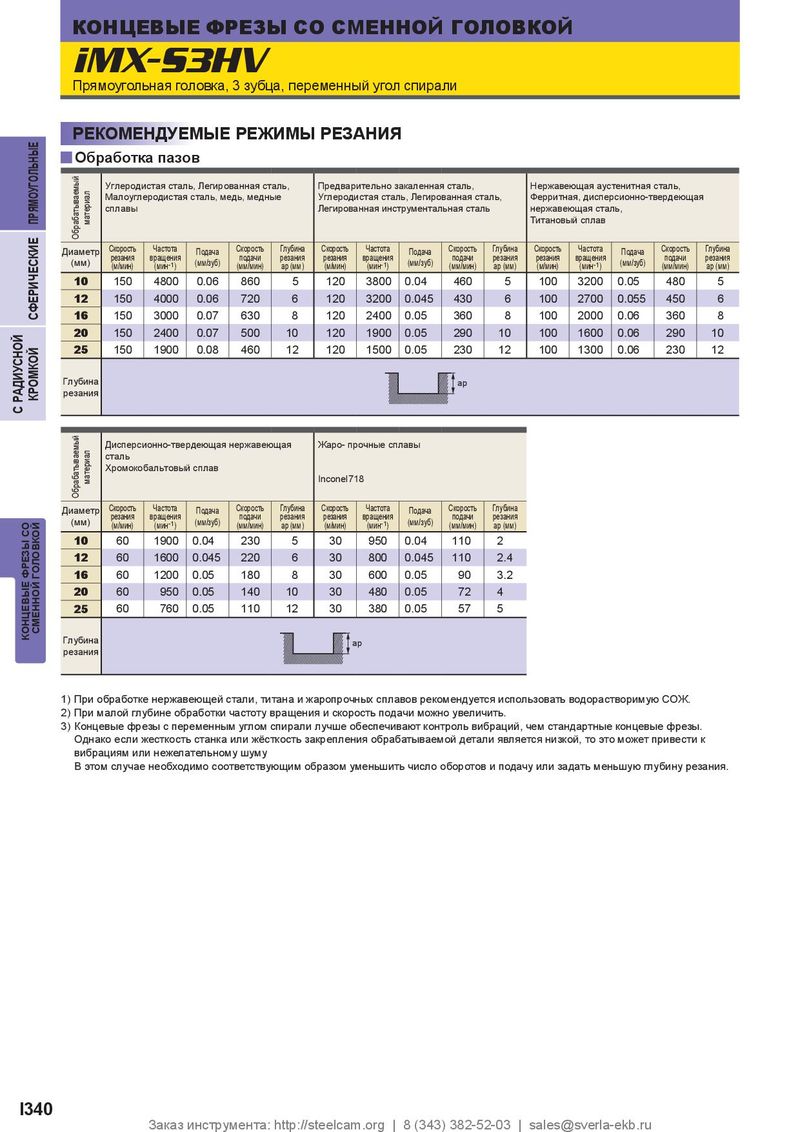
КОНЦЕВЫЕ ФРЕЗЫ СО СМЕННОЙ ГОЛОВКОЙ iMX-S3HV Прямоугольная головка, 3 зубца, переменный угол спирали РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ y Обработка пазов Углеродистая сталь, Легированная сталь, Предварительно закаленная сталь, Нержавеющая аустенитная сталь, Малоуглеродистая сталь, медь, медные Углеродистая сталь, Легированная сталь, Ферритная, дисперсионно-твердеющая сплавы Легированная инструментальная сталь нержавеющая сталь, ПРЯМОУГОЛЬНЫЕ материал Титановый сплав Обрабатываемый Диаметр Скорость Частота Подача Ск орость Г лубина Скорость Частота Подача Ск орость Г лубина Скорость Частота Подача Ск орость Г лубина резания вращения подачи резания резания вращения подачи резания резания вращения подачи резания (мм) (м/мин) (мин -1 ) (мм/зуб) (мм/мин) ap (мм) (м/мин) (мин -1 ) (мм/зуб) (мм/мин) ap (мм) (м/мин) (мин -1 ) (мм/зуб) (мм/мин) ap (мм) 10 150 4800 0.06 860 5 120 3800 0.04 460 5 100 3200 0.05 480 5 12 150 4000 0.06 720 6 120 3200 0.045 430 6 100 2700 0.055 450 6 СФЕРИЧЕСКИЕ 16 150 3000 0.07 630 8 120 2400 0.05 360 8 100 2000 0.06 360 8 20 150 2400 0.07 500 10 120 1900 0.05 290 10 100 1600 0.06 290 10 25 150 1900 0.08 460 12 120 1500 0.05 230 12 100 1300 0.06 230 12 Глубина ap резания КРОМКОЙ С РАДИУСНОЙ Дисперсионно-твердеющая нержавеющая Жаро- прочные сплавы сталь Хромокобальтовый сплав материал Inconel718 Обрабатываемый Диаметр Скорость Ч астота Подача Ск орость Г лубина Скорость Частота Подача Ск орость Г лубина резания вращения подачи резания резания вращения подачи резания (мм) (м/мин) (мин -1 ) (мм/зуб) (мм/мин) ap (мм) (м/мин) (мин -1 ) (мм/зуб) (мм/мин) ap (мм) 10 60 1900 0.04 230 5 30 950 0.04 110 2 12 60 1600 0.045 220 6 30 800 0.045 110 2.4 16 60 1200 0.05 180 8 30 600 0.05 90 3.2 20 60 950 0.05 140 10 30 480 0.05 72 4 25 60 760 0.05 110 12 30 380 0.05 57 5 СМЕННОЙ ГОЛОВКОЙ КОНЦЕВЫЕ ФРЕЗЫ СО Глубина ap резания 1) При обработке нержавеющей стали, титана и жаропрочных сплавов рекомендуется использовать водорастворимую СОЖ. 2) При малой глубине обработки частоту вращения и скорость подачи можно увеличить. 3) Концевые фрезы с переменным углом спирали лучше обеспечивают контроль вибраций, чем стандартные концевые фрезы. Однако если жесткость станка или жёсткость закрепления обрабатываемой детали является низкой, то это может привести к вибрациям или нежелательному шуму В этом случае необходимо соответствующим образом уменьшить число оборотов и подачу или задать меньшую глубину резания. I340 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru