Каталог Mitsubishi Materials концевые монолитные фрезы - страница 145
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 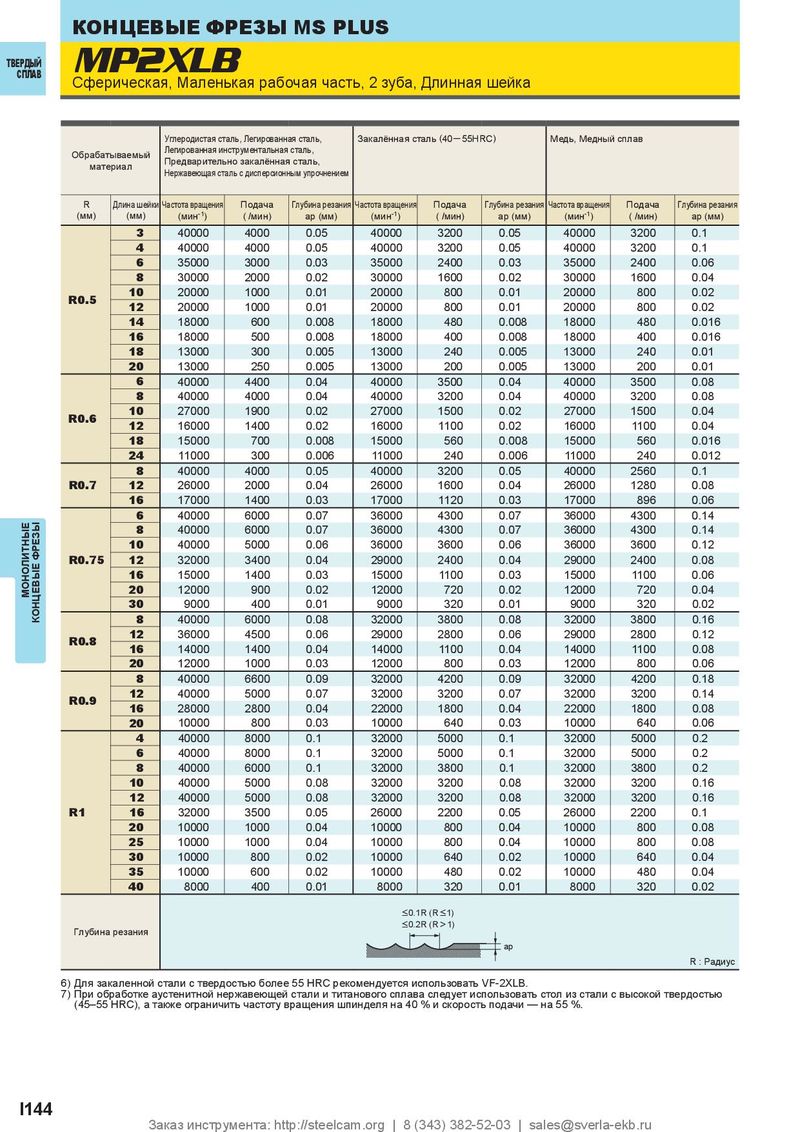
КОНЦЕВЫЕ ФРЕЗЫ MS PLUS ТВЕРДЫЙ СПЛАВ MP2XLB Сферическая, Маленькая рабочая часть, 2 зуба, Длинная шейка Углеродистая сталь, Легированная сталь, Закалённая сталь ( 40 ─ 55HRC ) Медь, Медный сплав Легированная инструментальная сталь, Обрабатываемый Предварительно закалённая сталь, материал Нержавеющая сталь с дисперсионным упрочнением R Длина шейки Частота вращения Подача Глубина резания Частота вращения Подача Глубина резания Частота вращения Подача Глубина резания (мм) (мм) (мин -1 ) ( /мин) ap (мм) (мин -1 ) ( /мин) ap (мм) (мин -1 ) ( /мин) ap (мм) 3 40000 4000 0.05 40000 3200 0.05 40000 3200 0.1 4 40000 4000 0.05 40000 3200 0.05 40000 3200 0.1 6 35000 3000 0.03 35000 2400 0.03 35000 2400 0.06 8 30000 2000 0.02 30000 1600 0.02 30000 1600 0.04 10 20000 1000 0.01 20000 800 0.01 20000 800 0.02 R0.5 12 20000 1000 0.01 20000 800 0.01 20000 800 0.02 14 18000 600 0.008 18000 480 0.008 18000 480 0.016 16 18000 500 0.008 18000 400 0.008 18000 400 0.016 18 13000 300 0.005 13000 240 0.005 13000 240 0.01 20 13000 250 0.005 13000 200 0.005 13000 200 0.01 6 40000 4400 0.04 40000 3500 0.04 40000 3500 0.08 8 40000 4000 0.04 40000 3200 0.04 40000 3200 0.08 10 27000 1900 0.02 27000 1500 0.02 27000 1500 0.04 R0.6 12 16000 1400 0.02 16000 1100 0.02 16000 1100 0.04 18 15000 700 0.008 15000 560 0.008 15000 560 0.016 24 11000 300 0.006 11000 240 0.006 11000 240 0.012 8 40000 4000 0.05 40000 3200 0.05 40000 2560 0.1 R0.7 12 26000 2000 0.04 26000 1600 0.04 26000 1280 0.08 16 17000 1400 0.03 17000 1120 0.03 17000 896 0.06 6 40000 6000 0.07 36000 4300 0.07 36000 4300 0.14 8 40000 6000 0.07 36000 4300 0.07 36000 4300 0.14 10 40000 5000 0.06 36000 3600 0.06 36000 3600 0.12 R0.75 12 32000 3400 0.04 29000 2400 0.04 29000 2400 0.08 16 15000 1400 0.03 15000 1100 0.03 15000 1100 0.06 20 12000 900 0.02 12000 720 0.02 12000 720 0.04 МОНОЛИТНЫЕ 30 9000 400 0.01 9000 320 0.01 9000 320 0.02 КОНЦЕВЫЕ ФРЕЗЫ 8 40000 6000 0.08 32000 3800 0.08 32000 3800 0.16 12 36000 4500 0.06 29000 2800 0.06 29000 2800 0.12 R0.8 16 14000 1400 0.04 14000 1100 0.04 14000 1100 0.08 20 12000 1000 0.03 12000 800 0.03 12000 800 0.06 8 40000 6600 0.09 32000 4200 0.09 32000 4200 0.18 12 40000 5000 0.07 32000 3200 0.07 32000 3200 0.14 R0.9 16 28000 2800 0.04 22000 1800 0.04 22000 1800 0.08 20 10000 800 0.03 10000 640 0.03 10000 640 0.06 4 40000 8000 0.1 32000 5000 0.1 32000 5000 0.2 6 40000 8000 0.1 32000 5000 0.1 32000 5000 0.2 8 40000 6000 0.1 32000 3800 0.1 32000 3800 0.2 10 40000 5000 0.08 32000 3200 0.08 32000 3200 0.16 12 40000 5000 0.08 32000 3200 0.08 32000 3200 0.16 R1 16 32000 3500 0.05 26000 2200 0.05 26000 2200 0.1 20 10000 1000 0.04 10000 800 0.04 10000 800 0.08 25 10000 1000 0.04 10000 800 0.04 10000 800 0.08 30 10000 800 0.02 10000 640 0.02 10000 640 0.04 35 10000 600 0.02 10000 480 0.02 10000 480 0.04 40 8000 400 0.01 8000 320 0.01 8000 320 0.02 <0.1R (R <1) <0.2R (R > 1) Глубина резания ap R : Радиус 6) Для закаленной стали с твердостью более 55 HRC рекомендуется использовать VF-2XLB. 7) При обработке аустенитной нержавеющей стали и титанового сплава следует использовать стол из стали с высокой твердостью (45–55 HRC), а также ограничить частоту вращения шпинделя на 40 % и скорость подачи — на 55 %. I144 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru