Каталог Mitsubishi Materials концевые монолитные фрезы - страница 144
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 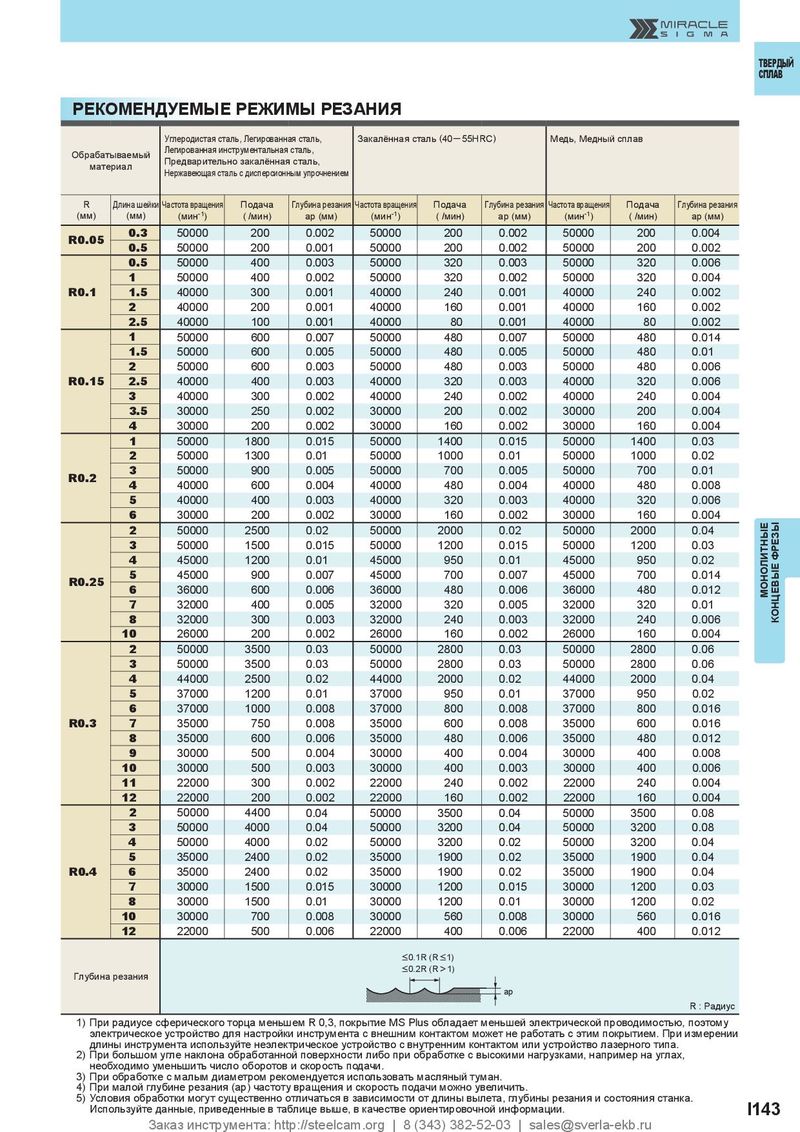
ТВЕРДЫЙ СПЛАВ РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Углеродистая сталь, Легированная сталь, Закалённая сталь ( 40 ─ 55HRC ) Медь, Медный сплав Легированная инструментальная сталь, Обрабатываемый Предварительно закалённая сталь, материал Нержавеющая сталь с дисперсионным упрочнением R Длина шейки Частота вращения Подача Глубина резания Частота вращения Подача Глубина резания Частота вращения Подача Глубина резания (мм) (мм) (мин -1 ) ( /мин) ap (мм) (мин -1 ) ( /мин) ap (мм) (мин -1 ) ( /мин) ap (мм) 0.3 50000 200 0.002 50000 200 0.002 50000 200 0.004 R0.05 0.5 50000 200 0.001 50000 200 0.002 50000 200 0.002 0.5 50000 400 0.003 50000 320 0.003 50000 320 0.006 1 50000 400 0.002 50000 320 0.002 50000 320 0.004 R0.1 1.5 40000 300 0.001 40000 240 0.001 40000 240 0.002 2 40000 200 0.001 40000 160 0.001 40000 160 0.002 2.5 40000 100 0.001 40000 80 0.001 40000 80 0.002 1 50000 600 0.007 50000 480 0.007 50000 480 0.014 1.5 50000 600 0.005 50000 480 0.005 50000 480 0.01 2 50000 600 0.003 50000 480 0.003 50000 480 0.006 R0.15 2.5 40000 400 0.003 40000 320 0.003 40000 320 0.006 3 40000 300 0.002 40000 240 0.002 40000 240 0.004 3.5 30000 250 0.002 30000 200 0.002 30000 200 0.004 4 30000 200 0.002 30000 160 0.002 30000 160 0.004 1 50000 1800 0.015 50000 1400 0.015 50000 1400 0.03 2 50000 1300 0.01 50000 1000 0.01 50000 1000 0.02 3 50000 900 0.005 50000 700 0.005 50000 700 0.01 R0.2 4 40000 600 0.004 40000 480 0.004 40000 480 0.008 5 40000 400 0.003 40000 320 0.003 40000 320 0.006 6 30000 200 0.002 30000 160 0.002 30000 160 0.004 2 50000 2500 0.02 50000 2000 0.02 50000 2000 0.04 3 50000 1500 0.015 50000 1200 0.015 50000 1200 0.03 4 45000 1200 0.01 45000 950 0.01 45000 950 0.02 5 45000 900 0.007 45000 700 0.007 45000 700 0.014 R0.25 6 36000 600 0.006 36000 480 0.006 36000 480 0.012 МОНОЛИТНЫЕ 7 32000 400 0.005 32000 320 0.005 32000 320 0.01 8 32000 300 0.003 32000 240 0.003 32000 240 0.006 КОНЦЕВЫЕ ФРЕЗЫ 10 26000 200 0.002 26000 160 0.002 26000 160 0.004 2 50000 3500 0.03 50000 2800 0.03 50000 2800 0.06 3 50000 3500 0.03 50000 2800 0.03 50000 2800 0.06 4 44000 2500 0.02 44000 2000 0.02 44000 2000 0.04 5 37000 1200 0.01 37000 950 0.01 37000 950 0.02 6 37000 1000 0.008 37000 800 0.008 37000 800 0.016 R0.3 7 35000 750 0.008 35000 600 0.008 35000 600 0.016 8 35000 600 0.006 35000 480 0.006 35000 480 0.012 9 30000 500 0.004 30000 400 0.004 30000 400 0.008 10 30000 500 0.003 30000 400 0.003 30000 400 0.006 11 22000 300 0.002 22000 240 0.002 22000 240 0.004 12 22000 200 0.002 22000 160 0.002 22000 160 0.004 2 50000 4400 0.04 50000 3500 0.04 50000 3500 0.08 3 50000 4000 0.04 50000 3200 0.04 50000 3200 0.08 4 50000 4000 0.02 50000 3200 0.02 50000 3200 0.04 5 35000 2400 0.02 35000 1900 0.02 35000 1900 0.04 R0.4 6 35000 2400 0.02 35000 1900 0.02 35000 1900 0.04 7 30000 1500 0.015 30000 1200 0.015 30000 1200 0.03 8 30000 1500 0.01 30000 1200 0.01 30000 1200 0.02 10 30000 700 0.008 30000 560 0.008 30000 560 0.016 12 22000 500 0.006 22000 400 0.006 22000 400 0.012 <0.1R (R <1) <0.2R (R > 1) Глубина резания ap R : Радиус 1) При радиусе сферического торца меньшем R 0,3, покрытие MS Plus обладает меньшей электрической проводимостью, поэтому электрическое устройство для настройки инструмента с внешним контактом может не работать с этим покрытием. При измерении длины инструмента используйте неэлектрическое устройство с внутренним контактом или устройство лазерного типа. 2) При большом угле наклона обработанной поверхности либо при обработке с высокими нагрузками, например на углах, необходимо уменьшить число оборотов и скорость подачи. 3) При обработке с малым диаметром рекомендуется использовать масляный туман. 4) При малой глубине резания (ap) частоту вращения и скорость подачи можно увеличить. 5) Условия обработки могут существенно отличаться в зависимости от длины вылета, глубины резания и состояния станка. Используйте данные, приведенные в таблице выше, в качестве ориентировочной информации. I143 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru