Общий каталог Lamina Technologies 2019 - 2020 - страница 129
Навигация
 Общий каталог Lamina Technologies 2017 - 2018
Общий каталог Lamina Technologies 2017 - 2018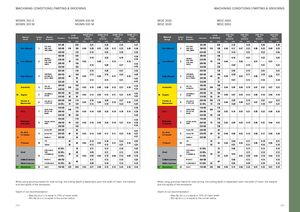
MACHINING CONDITIONS | PARTING & GROOVING MACHINING CONDITIONS | PARTING & GROOVING MGMN 200 G MGMN 400 M WGE 2000 WGE 4000 MGMN 300 M MGMN 500 M WGE 3000 WGE 5000 MGNM 200 G MGMN 300 M MGMN 400 M MGMN 500 m WGE 2000 WGE 3000 WGE 4000 WGE 5000 LT10 LT10 Material Lamina Material Feed Feed Feed Feed Material Lamina Material Feed Feed Feed Feed Hardness Vc [m/min] [mm/rev] [mm/rev] [mm/rev] [mm/rev] Hardness Vc [m/min] [mm/rev] [mm/rev] [mm/rev] [mm/rev] Group Gr. N° Examples Group Gr. N° Examples min max min max min max min max min max min max min max min max min max min max 125 HB 220 0.21 0.25 0.35 0.41 125 HB 220 0.12 0.24 0.26 0.30 C35, Ck45, C35, Ck45, Non Alloyed 1 1020, 1045, 190 HB 110 180 0.06 0.20 0.07 0.24 0.13 0.33 0.20 0.40 Non Alloyed 1 1020, 1045, 190 HB 110 180 0.04 0.11 0.07 0.23 0.08 0.25 0.08 0.29 1060, 28Mn6 1060, 28Mn6 250 HB 170 0.18 0.22 0.30 0.36 250 HB 170 0.10 0.21 0.23 0.26 180 HB 180 0.36 180 HB 180 42CrMo4, 0.18 0.22 0.30 42CrMo4, 0.10 0.21 0.23 0.26 St50, Ck60, 230 HB 170 0.36 St50, Ck60, 230 HB 170 Low Alloyed 2 4140, 4340, 70 0.05 0.06 0.12 0.18 Low Alloyed 2 4140, 4340, 70 0.04 0.06 0.07 0.07 P 100Cr6 280 HB 140 0.32 P 100Cr6 280 HB 140 0.16 0.20 0.27 0.09 0.19 0.21 0.23 350 HB 120 0.32 350 HB 120 220 HB 130 0.16 0.20 0.27 0.32 220 HB 130 0.09 0.19 0.21 0.23 X40CrMoV5, 280 HB 100 0.14 0.18 0.24 0.29 X40CrMoV5, 280 HB 100 0.08 0.17 0.18 0.21 High Alloyed 3 H13, M42, D3, 40 0.05 0.05 0.11 0.16 High Alloyed 3 H13, M42, D3, 40 0.04 0.05 0.06 0.06 S6-5-2, 12Ni19 320 HB 90 0.25 S6-5-2, 12Ni19 320 HB 90 0.13 0.15 0.21 0.07 0.15 0.16 0.18 350 HB 70 0.25 350 HB 70 304, 316, 180 HB 180 0.32 304, 316, 180 HB 180 Austenitic 4 100 0.05 0.16 0.06 0.20 0.12 0.27 0.18 Austenitic 4 100 0.04 0.09 0.06 0.19 0.07 0.21 0.07 0.23 X5CrNi18-9 240 HB 150 0.32 X5CrNi18-9 240 HB 150 X2CrNiN23-4, 290 HB 50 100 0.25 X2CrNiN23-4, 290 HB 50 100 M Duplex 5 0.05 0.13 0.05 0.15 0.11 0.21 0.16 M Duplex 5 0.04 0.07 0.05 0.15 0.06 0.16 0.06 0.18 S31500 310 HB 40 90 0.25 S31500 310 HB 40 90 Ferritic & 410, X6Cr17, 200 HB 100 170 0.16 0.20 0.27 0.32 Ferritic & 410, X6Cr17, 200 HB 100 170 0.09 0.19 0.21 0.23 Martensitic 6 17-4PH, 430 0.05 0.06 0.12 0.18 Martensitic 6 17-4PH, 430 0.04 0.06 0.07 0.07 42 HRc 70 130 0.14 0.18 0.24 0.29 42 HRc 70 130 0.08 0.17 0.18 0.21 150 HB 170 0.36 150 HB 170 GG20, GG40, 100 GG20, GG40, 100 Grey 7 EN-GJL-250, 200 HB 150 0.04 0.18 0.05 0.22 0.10 0.30 0.14 0.36 Grey 7 EN-GJL-250, 200 HB 150 0.03 0.10 0.05 0.21 0.06 0.23 0.06 0.26 N030B N030B 250 HB 90 140 0.36 250 HB 90 140 K K 150 HB 170 0.32 150 HB 170 Malleable GGG40, GGG70, Malleable GGG40, GGG70, & Nodular 8 50005 200 HB 70 150 0.04 0.16 0.05 0.20 0.10 0.27 0.14 0.32 & Nodular 8 50005 200 HB 70 150 0.03 0.09 0.05 0.19 0.06 0.21 0.06 0.23 250 HB 130 0.32 250 HB 130 Incoloy 800 240 HB 40 0.27 Incoloy 800 240 HB 40 Fe, Ni & Fe, Ni & Co based 9 Inconel 700 250 HB 20 40 0.05 0.14 0.05 0.17 0.11 0.23 0.16 0.27 Co based 9 Inconel 700 250 HB 20 40 0.04 0.08 0.05 0.16 0.06 0.17 0.06 0.20 S Stellite 21 350 HB 30 0.27 S Stellite 21 350 HB 30 T40 - 30 0.14 0.18 0.24 0.29 T40 - 30 0.08 0.17 0.18 0.21 Ti based 10 40 0.05 0.05 0.11 0.16 Ti based 10 40 0.04 0.05 0.06 0.06 TiAl6V4 - 20 0.13 0.15 0.21 0.25 TiAl6V4 - 20 0.07 0.15 0.16 0.18 45 HRc 70 0.11 0.13 0.18 0.22 45 HRc 70 0.06 0.13 0.14 0.16 X100 CrMo13, X100 CrMo13, Steel 440C, 50 HRc 60 0.09 0.11 0.15 0.18 Steel 440C, 50 HRc 60 0.11 0.12 0.13 G-X260NiCr42 30 G-X260NiCr42 30 0.05 H 11 55 HRc 50 0.03 0.08 0.03 0.10 0.06 0.14 0.09 0.16 H 11 55 HRc 50 0.03 0.03 0.09 0.04 0.10 0.04 0.12 Chilled Cast Iron Ni-Hard 2 400 HB 0.11 0.13 0.18 0.22 Chilled Cast Iron Ni-Hard 2 400 HB 0.06 0.13 0.14 0.16 40 40 White Cast Iron G-X300CrMo15 55 HRc 20 0.08 0.10 0.14 0.16 White Cast Iron G-X300CrMo15 55 HRc 20 0.05 0.09 0.10 0.12 NF Aluminium 12 AlSi12 130 HB 120 260 0.05 0.27 0.06 0.33 0.12 0.45 0.18 0.54 NF Aluminium 12 AlSi12 130 HB 120 260 0.04 0.15 0.06 0.32 0.07 0.35 0.07 0.39 When using grooving inserts for side turning, the cutting depth is dependent upon the width of insert, the material When using grooving inserts for side turning, the cutting depth is dependent upon the width of insert, the material and the rigidity of the workpiece. and the rigidity of the workpiece. Depth of cut recommendation: Depth of cut recommendation: - Max Ap (d.o.c.) is equal to 70% of insert width - Max Ap (d.o.c.) is equal to 70% of insert width - Min Ap (d.o.c.) is equal to the corner radius - Min Ap (d.o.c.) is equal to the corner radius 254 255