Основной каталог Kyocera 2016-2017 - страница 877
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 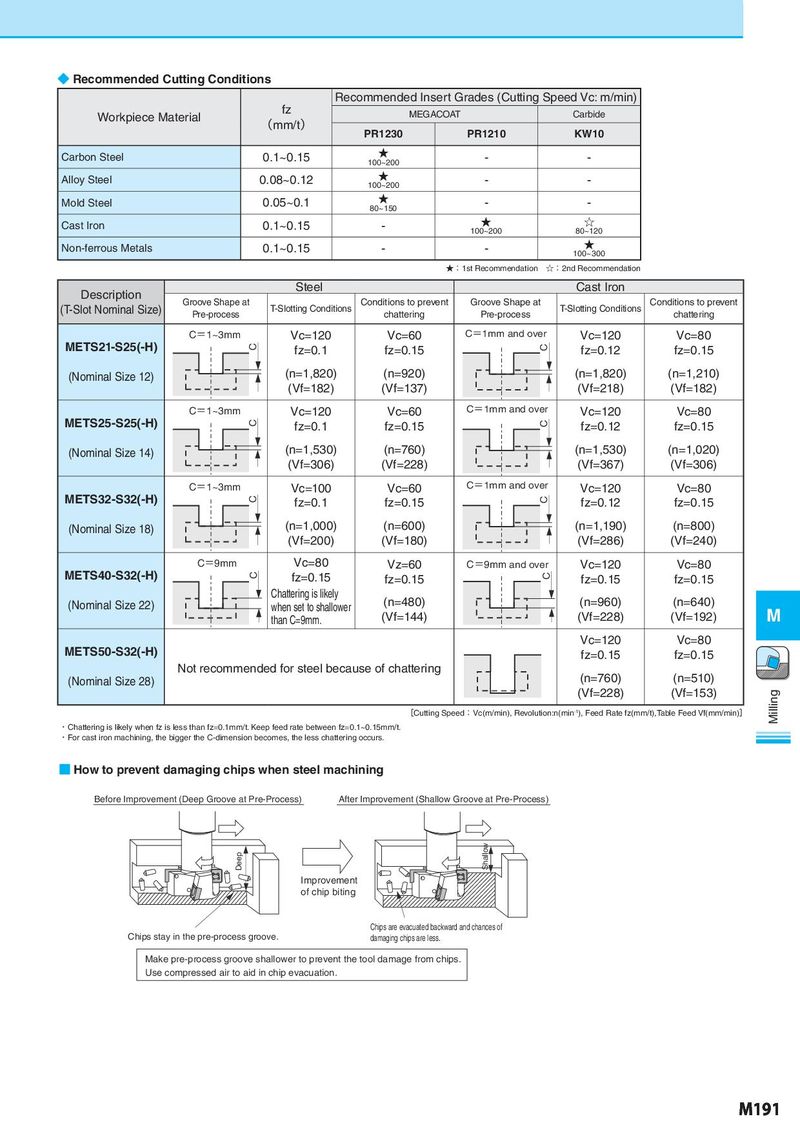
◆ Recommended Cutting Conditions Recommended Insert Grades (Cutting Speed Vc: m/min) Workpiece Material fz MEGACOAT Carbide (mm/t) PR1230 PR1210 KW10 Carbon Steel 0.1~0.15 ★ - - 100~200 Alloy Steel 0.08~0.12 ★ - - 100~200 Mold Steel 0.05~0.1 ★ - - 80~150 Cast Iron 0.1~0.15 - ★ ☆ 100~200 80~120 Non-ferrous Metals 0.1~0.15 - - ★ 100~300 ★:1st Recommendation ☆:2nd Recommendation Description Steel Cast Iron (T-Slot Nominal Size) Groove Shape at T-Slotting Conditions Conditions to prevent Groove Shape at T-Slotting Conditions Conditions to prevent Pre-process chattering Pre-process chattering C=1~3mm Vc=120 Vc=60 C=1mm and over Vc=120 Vc=80 METS21-S25(-H) C fz=0.1 fz=0.15 C fz=0.12 fz=0.15 (Nominal Size 12) (n=1,820) (n=920) (n=1,820) (n=1,210) (Vf=182) (Vf=137) (Vf=218) (Vf=182) C=1~3mm Vc=120 Vc=60 C=1mm and over Vc=120 Vc=80 METS25-S25(-H) C fz=0.1 fz=0.15 C fz=0.12 fz=0.15 (Nominal Size 14) (n=1,530) (n=760) (n=1,530) (n=1,020) (Vf=306) (Vf=228) (Vf=367) (Vf=306) C=1~3mm Vc=100 Vc=60 C=1mm and over Vc=120 Vc=80 METS32-S32(-H) C fz=0.1 fz=0.15 C fz=0.12 fz=0.15 (Nominal Size 18) (n=1,000) (n=600) (n=1,190) (n=800) (Vf=200) (Vf=180) (Vf=286) (Vf=240) C=9mm Vc=80 Vz=60 C=9mm and over Vc=120 Vc=80 METS40-S32(-H) C fz=0.15 fz=0.15 C fz=0.15 fz=0.15 Chattering is likely (n=480) (n=960) (n=640) (Nominal Size 22) when set to shallower M than C=9mm. (Vf=144) (Vf=228) (Vf=192) Vc=120 Vc=80 METS50-S32(-H) fz=0.15 fz=0.15 Not recommended for steel because of chattering (n=760) (n=510) (Nominal Size 28) (Vf=228) (Vf=153) Milling [Cutting Speed:Vc(m/min), Revolution:n(min-1), Feed Rate fz(mm/t),Table Feed Vf(mm/min)] ・Chattering is likely when fz is less than fz=0.1mm/t. Keep feed rate between fz=0.1~0.15mm/t. ・For cast iron machining, the bigger the C-dimension becomes, the less chattering occurs. ■ How to prevent damaging chips when steel machining Before Improvement (Deep Groove at Pre-Process) After Improvement (Shallow Groove at Pre-Process) Deep Shallow Improvement of chip biting Chips are evacuated backward and chances of Chips stay in the pre-process groove. damaging chips are less. Make pre-process groove shallower to prevent the tool damage from chips. Use compressed air to aid in chip evacuation. M191